Cutting-Edge CAM
VTR Feeder Solutions | Grimsby, ON, USA
After purchasing a 5-axis machine, VTR added CAM software to manufacture its automated feeder systems better
Located just off the Queen Elizabeth Way in Grimsby, Ont., sits Vibratory Tooling and Repair’s (VTR) 30,000sq.ft. facility. The company first launched in the mid-1990s as a one-man shop and has since grown into one of North America’s leading manufacturers of automated feeder systems for packaging and assembly and Canada’s largest parts-feeding equipment company. Eighty per cent of the company’s business is focused on the medical device field, with the remainder in consumer products and automotive. VTR primarily works with Fortune 500 companies, with most of its products being shipped abroad.
VTR had traditionally hired artisan trades-men to fabricate stainless steel bowl feeders, which was the way the feeder system industry had always done it. And when it came to dealing with the risk-averse large medical customers, the tried-and-true method worked but offered little in the way of growth or improved productivity, especially when each bowl could take up to six weeks to complete.
“The benefits to using hyperMILL® include a massive reduction in manufacturing time for feeder bowls and total repeatability for multiple parts.”
Evan Gilles, lead mechanical designer at VTR
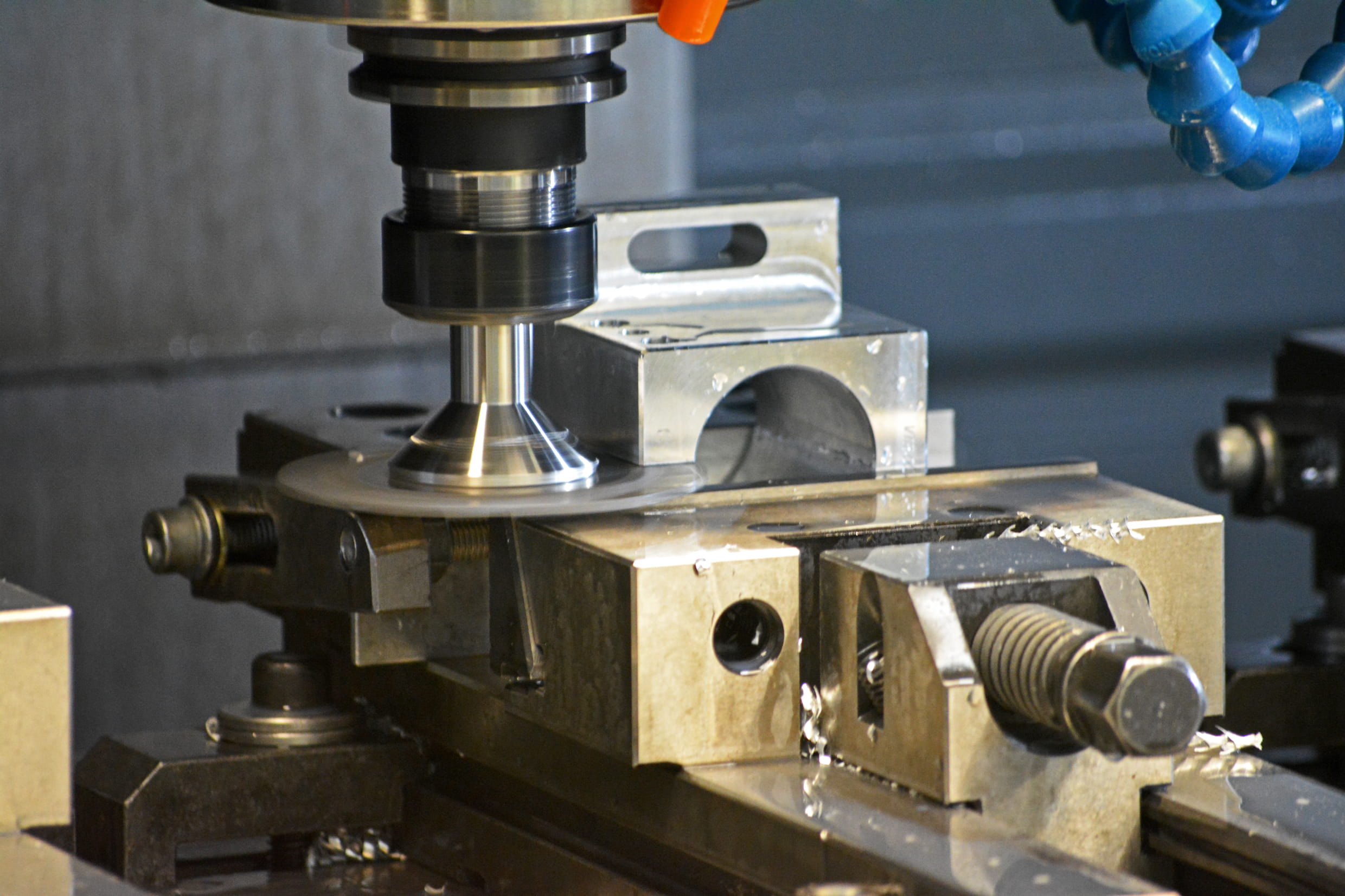
5‑axis Machining
In an effort to limit the amount of outsourcing and become more vertically integrated, Tom Davies, owner and president of VTR, looked for alternative manufacturing options.
“Tom came to me four years ago because he had an idea to manufacture feeder bowls with a 5‑axis machine,” said Jeff Hincks, standard products manager at VTR. “At that time the machine shop only had 3‑axis capabilities and some manual machines. We had an old-school way of thinking about machining parts.
”According to Davies, moving into 5‑axis was a necessity for growing the business. And the company did this through the purchase of a Hurco VMX 60 SWi swivel-head 5‑axis machine. “We needed 5‑axis machining in order to take our machined feeder technology to the next level,” said Evan Gilles, lead mechanical designer at VTR. “Complex machined bowls, one-piece tooling sections, twist tracks, and spirals would not be feasible without 5‑axis technology. The machine has the unique ability to be used in either A/B or B/C axis configurations, which allows us the flexibility to machine a variety of components. For example, a machined bowl works best in the B/C configuration, but a spiral works best in the A/B configuration.”
As it began transitioning from fabricated to machined bowls, VTR was forced to find 5‑axis CAM software that fit its unique needs. After reaching out to many local machine shops to learn what the industry is using, it opted for OPEN MIND Technologies’ hyperMILL® CAM software.
Changing Mentality
VTR staff needed to change their way of thinking when they adopted the new technology. Leveraging the Hurco/hyperMILL® capabilities required the team to move beyond a 3‑axis programming mentality.
“There was a painful period when we first started to transition because we needed to do something that was so unorthodox,” explained Davies. “We went from using artisans to now machining a highly complex product that no one else is machining. And we needed to work with partners that recognized this. OPEN MIND Technologies rose to the challenge and worked with us to streamline the hyperMILL® software and mechanics to get us right through to production.”
Before integrating the new software, the company was using Bridgeport milling machines that included software packages. They gradually advanced to conversational-based programming and then purchased a machine that accepted G‑code and began using AutoCAD. However, when VTR decided to move into 5‑axis, it needed an easy-to-use software program that was compatible with existing processes.
“The challenge was that we did not have anyone with 5‑axis experience,” explained Gilles. “Because of hyperMILL®’s direct integration into SolidWorks, it was easy to pick up because programming is done directly on the SolidWorks model with an interface that the users were already familiar with. The CAM software’s 5‑axis cycles were also exactly what we needed for machining our parts, which made learning much easier.”

Keelan McKillop programs a feeder bowl in hyperMILL® CAM software.
Software Benefits
With the purchase of the latest Hurco machine, the company currently has three milling machines (one 3‑axis in the standard products division and 3- and 5‑axis machines in the machine shop), which are all running the CAM software.
“The benefits to using hyperMILL® include a massive reduction in manufacturing time for feeder bowls and total repeatability for multiple parts,” said Gilles. “Once a bowl is programmed, it is saved with the CAD model of all the bowls in the VTR PDM [internal recordkeeping] system. We can pull up a bowl five years later with different staff changes and provide 100 per cent repeatability for our customers. That’s a strong feature that’s important for the medical device manufacturing’s risk-averse nature.”
The software also has reduced machining time and tooling costs.“If I need to make 50 parts, I can pull a program up on the [CAM software] and can be running those parts in a couple of minutes,” said Hincks. “If I had to program conversationally, it would take upwards of 30 minutes before the tool touches the metal. It has reduced response and cycle time.”
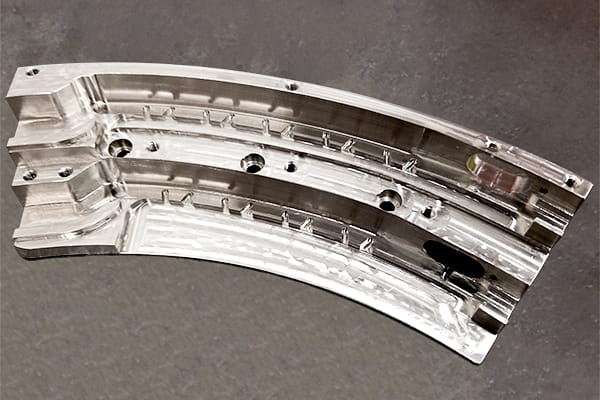
Hincks also noted that components that were previously made from multiple pieces now can be designed as one piece, reducing seams and crevices in the part path within the feeder system, which is very important for the medical device industry. The efficiency of the program’s toolpaths has reduced the company’s tooling costs. Hincks attributes this to the software’s ability to use the correct feed and speed rates and turn on coolant when needed.
Growth and Expansion
These productivity gains in the feeder bowl division have allowed the company to explore other areas of growth. Recently VTR introduced a standard products division, where it can make a series of replacement products. Davies explained that large Ontario manufacturers traditionally have sent this type of work to China for the low prices.
“Through the advances in the software we can get part manufacture times down dramatically and become competitive,” he explained. “We produce 140 standard parts for ourselves and machine builders, and that’s a direct benefit from the software technology and machine.”
For VTR, moving into 5‑axis machining was a big but necessary leap. Davies believes that scaling the businesses in this manner has allowed VTR to grow—through the purchase of new machines and adding new employees. To support this growth, this past summer it moved to a new, expanded facility. “We are dedicated to growing our machining capabilities,” said Christie Lamenzo, chief financial officer at VTR. “We want to purchase a third 3‑axis mill and another 5‑axis machine.”
In an effort to limit the amount of outsourcing, VTR has focused on becoming more vertically integrated. The facility has CNC lathes, a small grinder, and other machines. It still sends out work requiring post-processing like anodizing, hardening, and painting. However, it now has a full electrical department, an assembly floor, and robotics in-house.
The company’s staff comprises designers, electrical personnel, machinists, fabricators, toolmakers and assemblers, project managers, and sales representatives, with the machine shop being one of the biggest growth drivers. There is no doubt that incorporating 5‑axis machining and the new CAM software led to heavy manufacturing gains, because VTR went from producing zero of this particular type of part to being a market leader.
“In a very short four years we’ve gone from being able to produce a product that we would otherwise not be able to produce with-out this technology,” said Davies. “We hold a strong place in the market for using CNC machining to manufacture feeder bowls—we are the only ones in North America producing feeder bowls this way. Five-axis machining together with hyperMILL® CAM software is enabling the growth of the business and is a strong motivator for us.”
https://www.vtrfeedersolutions.com/
By Associate Editor Lindsay Luminoso (www.canadianmetalworking.com)
Photos courtesy of Justin Whittaker Photography.
Gallery

The controller is the intermediary between the CAM software and the milling machines.
