Licentie om te besparen
Aesculap AG | Tuttlingen (Baden-Wuerttemberg), Duitsland
Hoe de 5-assige strategieën en CAM-automatisering in hyperMILL® bijdragen aan winstgevende gereedschaps- en prototypebouw
Met haar chirurgische divisie Aesculap is B. Braun een van de belangrijkste fabrikanten van chirurgische instrumenten, implantaten en uitgebreide accessoires. Om haar succesvolle positie op de wereldmarkt te behouden, steunt het bedrijf uit Tuttlingen onder andere op diepgaande verticale integratie, met de eigen bouw van gereedschappen en prototypes. Een sleutelelement op dat vlak is de CAM-programmering met behulp van hyperMILL® van OPEN MIND, dat dankzij de toonaangevende 5-assige strategieën en het hyperMILL® AUTOMATION Center tijd en geld bespaart zowel bij het programmeren als bij het machinaal bewerken.
Medische technologie is een groeisector. Ondernemingen worden echter geconfronteerd met hoge tijds- en kostendruk. Aesculap AG, een lid van de B. Braun-groep, gaat deze uitdaging al vroeg in de ontwikkelingsfase aan - met een hoogwaardige afdeling voor prototypebouw, waar vrijwel alle nieuwe Aesculap-productontwikkelingen vorm krijgen voor de eerste tests en proefnemingen. Ook van groot belang voor de optimalisering van de eenheidskosten is de uiterst veelzijdige gereedschapsproductie, die eveneens in de hoofdvestiging in Tuttlingen is ondergebracht. Progressieve matrijzen, spuitgiet- en smeedgereedschappen, dieptrekmatrijzen, opspaninrichtingen en zelfs speciale gereedschappen voor machinale bewerking worden hier geproduceerd.
Hans Keller, die altijd openstaat voor vernieuwingen, is al vele jaren verantwoordelijk voor beide gebieden: "Of het nu gaat om machines, gereedschappen of software: we houden nauwlettend in de gaten hoe de markt zich ontwikkelt en we investeren wanneer we verbeteringen kunnen realiseren op het gebied van processtromen, kwaliteit en winstgevendheid. We zijn dus zeer ver gevorderd in prototype- en matrijzenbouw wat betreft alle apparatuur."
"Het hyperMILL® CAM-systeem, met zijn meervoudige 5-assige strategieën en automatiseringsopties, is ideaal voor onze prototype- en gereedschapsbouw."
Frank Fedtke, maakt deel uit van het R&D-team bij Aesculap AG
Prototypebouw als pioniersrol
Een van de verantwoordelijken in het prototypebouwteam is Frank Fedtke. Met zijn 40 dienstjaren is hij een van de pioniers als het gaat om CAM-programmering bij Aesculap AG. Hij herinnert het zich: "Aanvankelijk was frezen - en dus CAM-programmering - beperkt tot machines met drie lineaire assen. Toen er machines met een extra rotatie-as bijkwamen, konden de eisen ook met onze toenmalige programmeersoftware worden beheerd." Toen vervolgens bewerkingscentra voor vijf-assig bewerken op de markt kwamen, waren die heel interessant voor de productie van de complexe, deels vrije-vorm-prototypes van Aesculap, “maar met onze software waren we aanvankelijk niet in staat om zelf geschikte NC-programma’s te maken”, aldus Fedtke. “We moesten hiervoor externe partners inhuren. Zelfs toen ons toenmalige CAM-systeem de eerste 5-assige strategieën aanbood, namen de berekeningen vele uren in beslag en waren de resultaten onzeker. Dus konden we vanuit een economisch oogpunt niet concurreren met de externen.”

Frank Fedtke maakt deel uit van het R&D-team bij Aesculap AG
Nadat Frank Fedtke een aantal jaren verschillende software met 5-assige programmering had vergeleken, besloot Aesculap in 2013 om het CAM-systeem hyperMILL® van OPEN MIND Technologies AG uit Wessling te testen bij de bouw van prototypen. Volgens Fedtke werd hyperMILL® toen al als de toonaangevende oplossing voor het programmeren van Vijf-assige bewerkingen beschouwd: "Voor ons in de prototypebouw, waar we veel verschillende onderdelen moeten produceren, leek dit CAD/CAM-systeem ideaal. hyperMILL® voorzag namelijk toen al in verschillende instelstrategieën, zodat we voor elke geometrie en elk van onze machines geschikte freesbanen konden maken. Bovendien was de duidelijke, intuïtieve gebruikersinterface erg handig voor ons, die nog onervaren waren in het programmeren van 5 assen."
De testpositie werd dus gevolgd door de aankoop van twee licenties, en het succes liet niet lang op zich wachten. Na slechts één jaar had de investering zichzelf terugbetaald. Verdere licenties volgden. De reikwijdte van de door OPEN MIND aangeboden bewerkingsstrategieën is eveneens toegenomen en blijft toenemen, zodat vandaag aan alle eisen wordt voldaan. „We produceren bijna elke nieuwe ontwikkeling eerst als een enkel onderdeel of kleine serie," legt Fedtke uit. "Dit zijn chirurgische elementen, maar ook behuizingen, motoren en andere componenten voor onze Power Systems, d.w.z. onze elektrisch aangedreven gereedschappen." Prototypebouw is ook verantwoordelijk voor speciale implantaten (knie, heup, wervelkolom). Die worden bijna altijd in 3D- geprint en dan machinaal bewerkt.
Speciale kracht: de diverse 5-assige strategieën
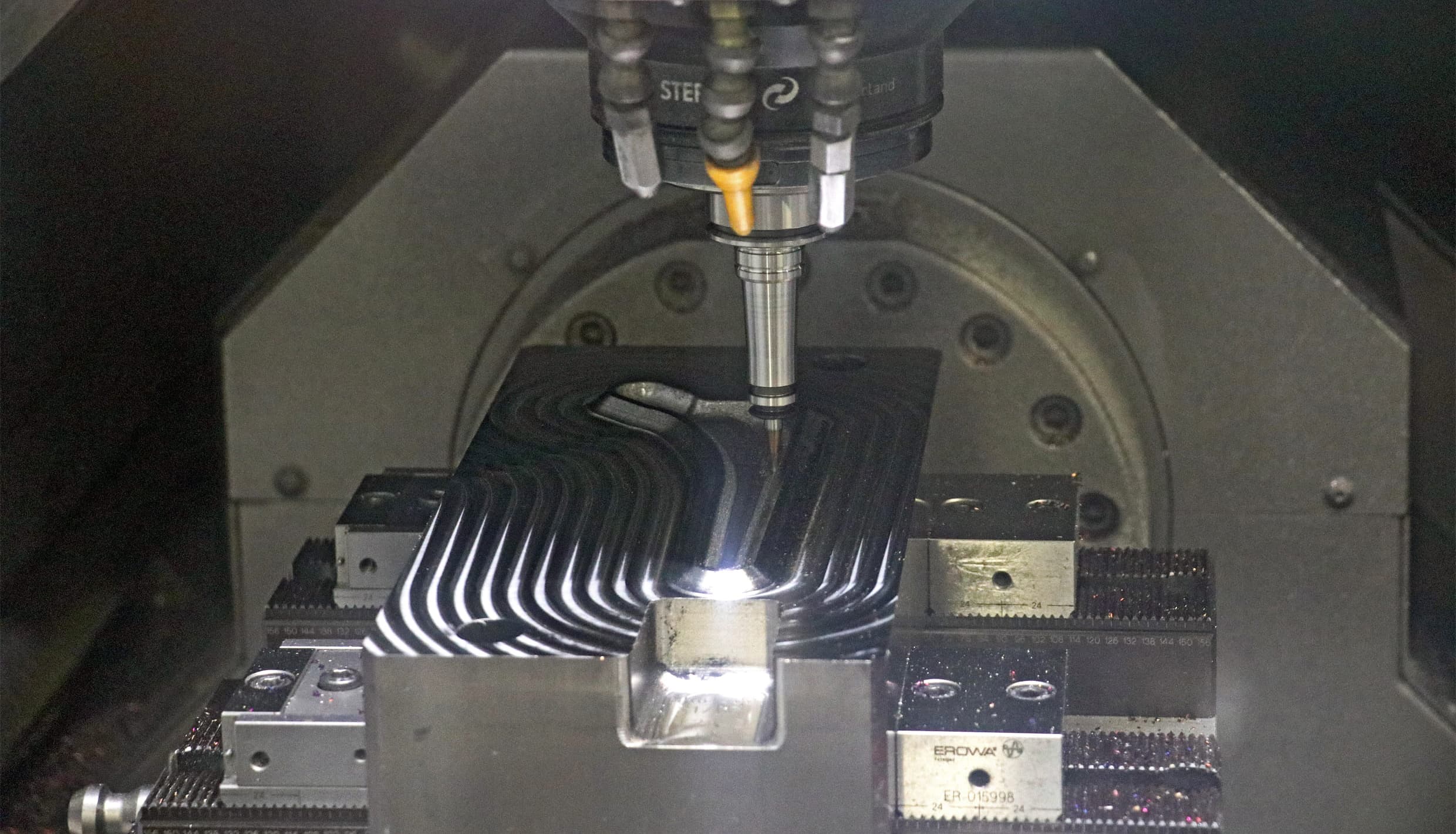
Onder de hyperMILL®-strategieën die het meest worden gebruikt bij prototypebouw, rekent CAM-expert Fedtke bijvoorbeeld „5-assig equidistant nabewerken", waarmee steile en vlakke oppervlakken in één beweging kunnen worden bewerkt. Het resultaat is een vloeiende en schokvrije overgang tussen de afzonderlijke gereedschapspaden, zodat optimale oppervlakken worden gecreëerd. "De oppervlaktestructuren die met hyperMILL® worden gecreëerd, zijn in de meeste gevallen homogener dan met andere CAM-systemen die ik ken", benadrukt Frank Fedtke. Dit resulteert in kortere afwerkingstijden, wat bijzonder belangrijk is voor implantaten, aangezien daaraan in dit opzicht zeer hoge eisen worden gesteld. Voor het eindoppervlak van een knieprothese wordt bijvoorbeeld een kwaliteit van Ra = 0,05 µm voorgeschreven.
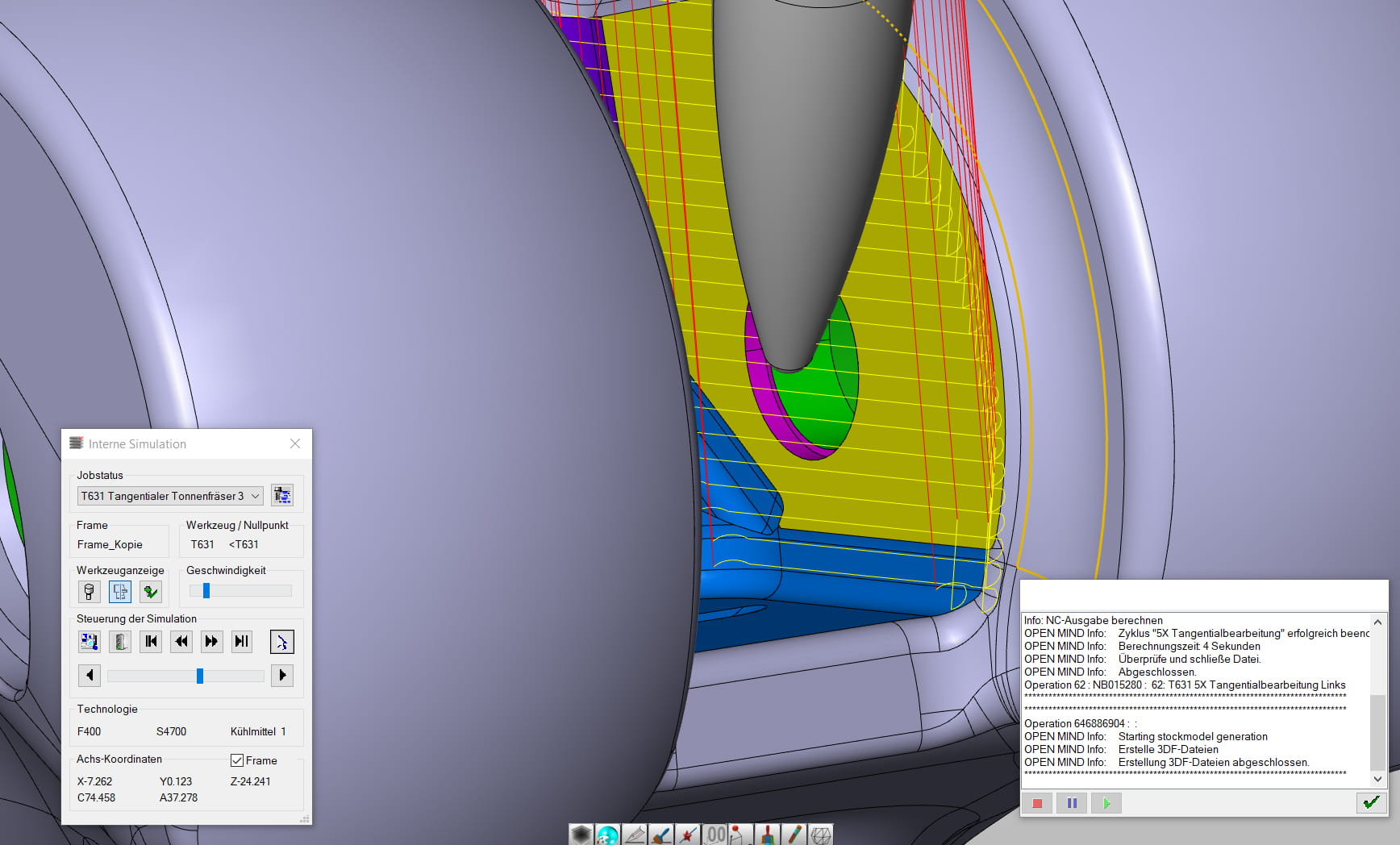
Voor de afwerking van een speciaal 3D-geprint knie-implantaat van kobaltchroom-implantaat of titanium gebruikt Aesculap prototypebouw onder andere „tangentiale nabewerking" van het hyperMILL® MAXX bewerkingspakket met een conische tonfrees.
Voor de bewerking van een speciaal knie-implantaat gebruiken de prototypebouwers van Aesculap ook graag de "tangentiële nawerk cyclus" van het hyperMILL® MAXX bewerkingspakket. "Door een conische frees te gebruiken, winnen we tijd en bereiken we ook veel gemakkelijker het vereiste vlakheid van de binnenoppervlakken van de dijbeencomponent", legt Fedtke uit.
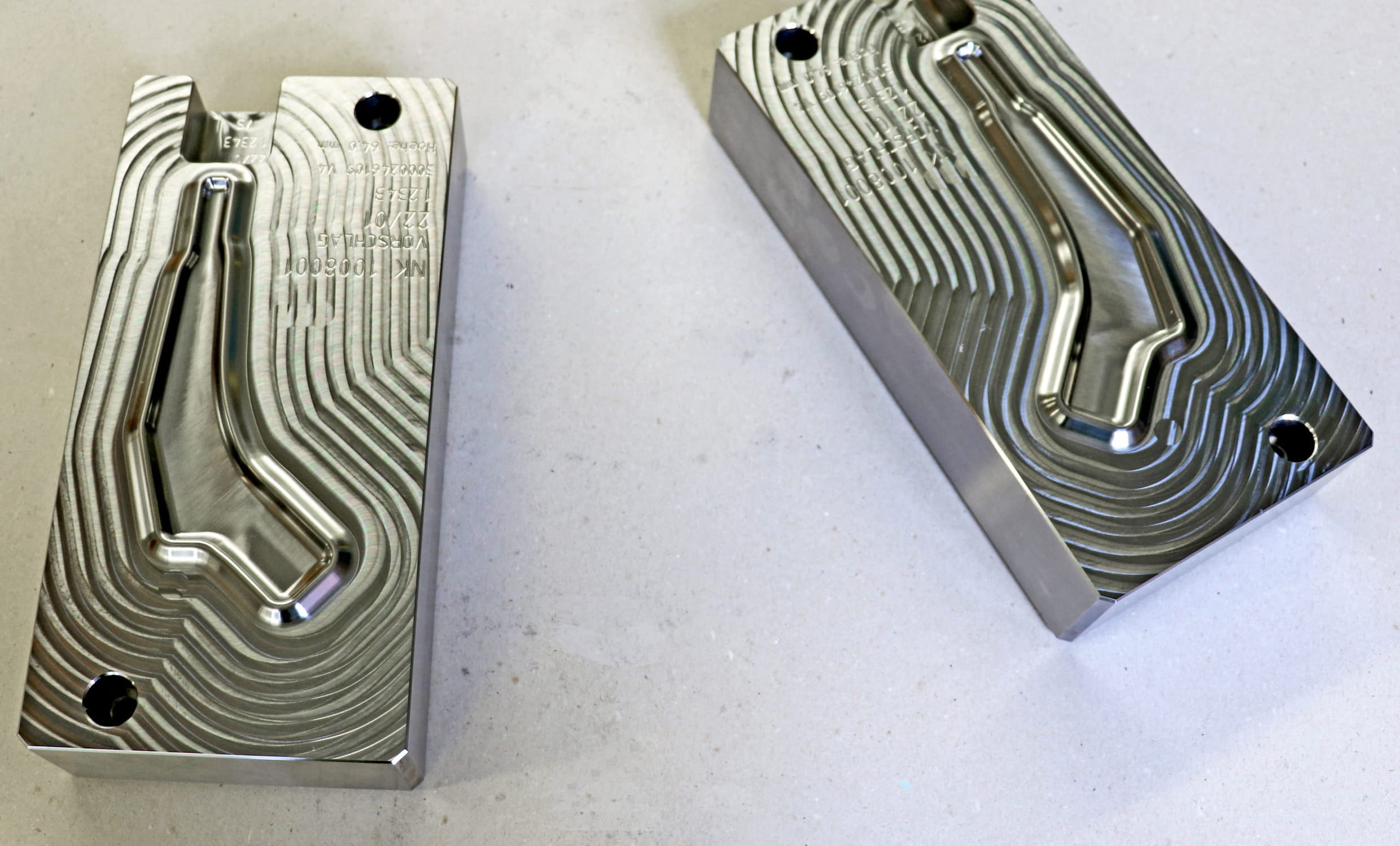
De met hyperMILL® gemaakte freesbanen garanderen een hoge oppervlaktekwaliteit.
Ideaal toepassingsgebied: matrijzenbouw
Na de aanvankelijke ervaring met de bouw van prototypen is ook de matrijzenbouw al vroeg overgeschakeld op hyperMILL®. Vandaag zijn ook hier verschillende licenties in gebruik, zoals Frank Fedtke bevestigt: "We kunnen opmerkelijke besparingen realiseren bij het programmeren, maar ook bij de rekentijden en uiteindelijk bij de bewerking."
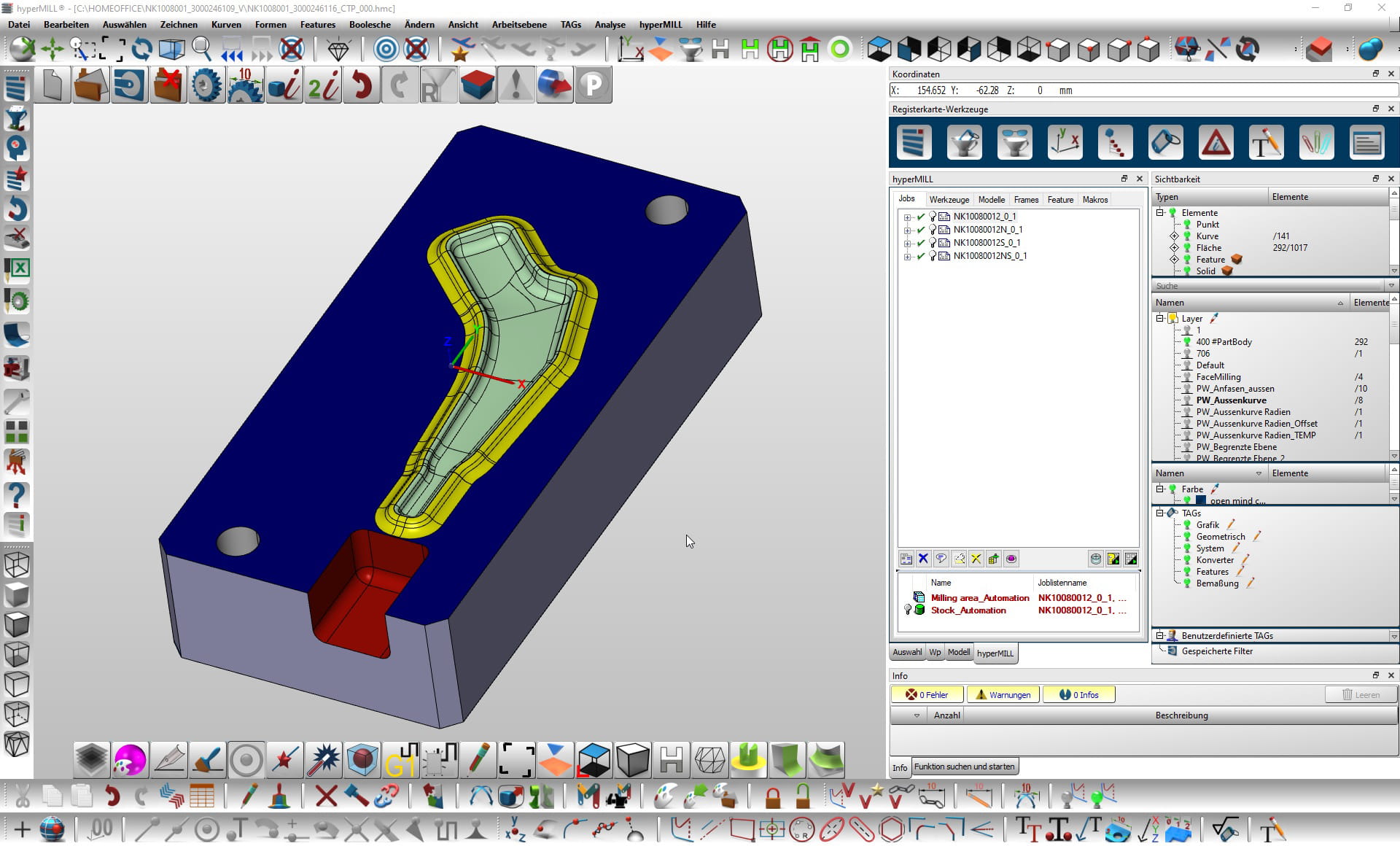
Een voorbeeld hiervan zijn de thermovorm matrijzen voor zogenaamde steriele containers. Dit zijn dozen waarin zowel het implantaat als alle voor de operatie benodigde instrumenten in steriele toestand worden afgeleverd. Manager matrijzen bouw Hans Keller legt uit: "Deze dozen zijn erg in trek. Voor de thermovorm matrijzen hebben we ongeveer 37 ton materiaal verwerkt in 1,5 jaar." CAM-specialist Fedtke voegt daaraan toe: "Voorheen leverde het programmeren van de vijfassige simultane freesbanen in de diepe holtes ons aanzienlijke problemen op, vooral omdat een hoge oppervlaktekwaliteit vereist is. De rekentijden bedroegen meer dan twaalf uur en we moesten er zeker van zijn dat de berekening zouden worden uitgevoerd zonder afgebroken te worden. Dankzij hyperMILL® hebben we nu nog maar 8,5 uren nodig om uit te komen op een procesveilig NC-programma."
Ook de bewerking van de smeedmatrijzen is in hoge mate geautomatiseerd. De procesveilige NC-programma's voor hardfrezen worden gemaakt met behulp van het hyperMILL® AUTOMATION Center van OPEN MIND.
Geautomatiseerde productie van smeedmatrijzen
De laatste licentie waarin Aesculap Matrijzenbouw heeft geïnvesteerd, betreft het hyperMILL® AUTOMATION Center van OPEN MIND, dat kan worden gebruikt om complexe procesreeksen te standaardiseren en te automatiseren. Wat de functies betreft, is het gebaseerd op functie- en macrotechnologie, maar de automatiseringsmogelijkheden gaan veel verder dan dat.
Maar eerst, de reden voor de geautomatiseerde programmering. Er zijn ongeveer 200 verschillende standaard heupprotheses van Aesculap, die vooral verschillen in grootte en geometrische details. Aesculap heeft een groot aantal smeedmatrijzen nodig voor de productie ervan: voor de rechter- en de linkerheup elk een bovenmatrijs en een ondermatrijs (als voor- en nabewerkingsmatrijs, alsmede voor het latere persen).
Tot voor kort produceerden de gereedschapsmakers deze op een 5-assig bewerkingscentrum met een twee-assige pendeltafel. Om te kunnen profiteren van de nacht- en weekenddiensten met weinig personeel, hebben ze een automatisch laad- en lossysteem voor zes pallets aan de machine toegevoegd. Ze selecteerden ook nieuwe gereedschappen voor een nog efficiëntere bewerking. Het gevolg: in totaal moesten 1800 freesprogramma's worden herschreven. Met de hand zou dit ongeveer twee uur per programma hebben gekost, hetgeen neerkomt op een totale programmeringsinspanning van 3600 uur.
De programmering kan ook worden geautomatiseerd
Dit moet sneller, dachten de gereedschapsmakers, en ze namen contact op met de CAM-specialisten van OPEN MIND. Ze werden het eens over een gezamenlijk project waarbij ze gebruik zouden maken van de diensten van de automatiseringsdeskundigen van OPEN MIND voor de herprogrammering van de smeedmatrijzen. Die maken gebruik van het in eigen beheer ontwikkelde hyperMILL® AUTOMATION Center Advanced als ontwikkelingsinstrument voor dergelijke veeleisende, geautomatiseerde processen.
Michael Greisinger, automatiserings- en toepassingsspecialist bij OPEN MIND, leidde het project. Hij legt uit: „Het hyperMILL® AUTOMATION Center Advanced bouwt voort op ons hyperMILL® CAM-systeem en de bijbehorende hyperCAD®-S CAD-software. Het biedt technologie die veel verder gaat dan de automatisering van standaard geometrie-eigenschappen. De kenmerken van de CAD-modellen spelen een ondergeschikte rol. De aandacht gaat vooral uit naar de elementen die een CAD-model kan bevatten. Met een verscheidenheid aan sjabloonfuncties kunnen ervaren hyperMILL®-gebruikers de afzonderlijke processtappen definiëren. Hierdoor kunnen ook complexe processen worden gedefinieerd en gestandaardiseerd."
Geautomatiseerde programmering: Aesculap gebruikt het hyperMILL® AUTOMATION Center. Het eerste project betrof gesmede gewrichten voor heupgewrichten.
Zijn aanbeveling: "Het automatiseren van het programmeerproces is altijd de moeite waard wanneer families van onderdelen moeten worden bewerkt. In principe moet het mogelijk zijn verschillende gelijksoortige onderdelen te programmeren die verschillen in grootte, maar ook in het aantal en de vorm van de te bewerken vlakken, gaten, schroefdraad, enz.". In het number and shape of the surfaces, holes, threads, and so on, to be machined.” In the hyperMILL® AUTOMATION Center Advanced kan de gebruiker specificeren welke bewerking moet worden gebruikt voor een bepaalde geometrie - bijvoorbeeld equidistante afwerking of een andere strategie; hij kan zelfs specificeren hoe het onbewerkte materiaal wordt gepositioneerd en opgespannen. Michael Greisinger vat samen: "Onze automatiseringsomgeving kan alle number and shape of the surfaces, holes, threads, and so on, to be machined.” In the hyperCAD®-S-commando's en number and shape of the surfaces, holes, threads, and so on, to be machined.” In the hyperMILL®-commando's benaderen en aanpassen. In principe kun je er alles mee automatiseren waar op geklikt kan worden."
Programmeertijd teruggebracht van twee uur naar twaalf minuten
Applicatie-ingenieur Thilo Hagen was voor Aesculap bij het project betrokken. Het resultaat overtuigde hem volledig: "Met het number and shape of the surfaces, holes, threads, and so on, to be machined.” In the hyperMILL® AUTOMATION Center zijn we erin geslaagd de programmeertijd terug te brengen tot twaalf minuten." "Wie gewend is om met number and shape of the surfaces, holes, threads, and so on, to be machined.” In the hyperCAD®-S en number and shape of the surfaces, holes, threads, and so on, to be machined.” In the hyperMILL® te werken, heeft geen moeite met het AUTOMATION Center Advanced", bevestigt Hagen. "In een driedaagse workshop op locatie heb ik geleerd hoe ik het AUTOMATION Center in mijn eigen projecten kon gebruiken en kon ik de scripts die ik had ontwikkeld, meteen productief gebruiken. En het resultaat is top. De volledige workflow wordt opgeslagen en kan worden toegepast op toekomstige componenten. Van het laden van het step-bestand tot het afgewerkte NC-programma: alles verloopt volledig automatisch in enkele seconden."
De aankoop van de software vorig jaar was dus slechts een formaliteit. Sindsdien heeft Thilo Hagen de automatiseringstool al voor zeven projecten van uiteenlopende omvang gebruikt: "Het gaat bijvoorbeeld om eenvoudigere onderdelen zoals waterstraalopspanningen of vormbekken voor het nabewerken van heupprotheses. Het laatste project, de programmering van de schachtafdekkingen, is veeleisender. Dan bespaar je uiteindelijk ook meer tijd."
Galerij

Knie-implantaten van groot tot klein: met hyperMILL® kunnen alle maten van gedrukte implantaten veilig worden nabewerkt.

Oppervlakken met spiegelglans zijn verplicht voor zowel standaard als op maat gemaakte knie-implantaten. De gefreesde oppervlakken van hoge kwaliteit verkorten de tijd die nodig is voor het latere polijsten.