Licencia para ahorrar
Aesculap AG | Tuttlingen (Baden-Wuerttemberg), Alemania
Cómo contribuyen las estrategias de 5 ejes y la automatización de CAM en hyperMILL® a la fabricación rentable de herramientas y prototipos
Con su división quirúrgica Aesculap, B. Braun es uno de los fabricantes más importantes de instrumentos quirúrgicos, implantes y amplia variedad de accesorios. Para mantener su exitosa posición en el mercado mundial, la empresa de Tuttlingen se basa, entre otras cosas, en un alto nivel de integración vertical con su propia construcción de herramientas y prototipos. Un elemento clave en estas áreas es la programación CAM con hyperMILL® de OPEN MIND, que ahorra tiempo y costes tanto en la programación como en el mecanizado gracias a sus estrategias líderes de 5 ejes y a hyperMILL® AUTOMATION Center.
La tecnología médica es una industria en crecimiento. Sin embargo, las empresas se enfrentan a grandes presiones de tiempo y costes. Aesculap AG, miembro del Grupo B. Braun, afronta este reto desde la fase de desarrollo, con un departamento de construcción de prototipos de alto rendimiento, en el que prácticamente todos los nuevos desarrollos de productos de Aesculap toman forma para las pruebas y ensayos iniciales. El departamento de fabricación de herramientas, extremadamente versátil y que también se encuentra en la planta principal de Tuttlingen, es también de gran importancia para optimizar los costes por unidad. Aquí se fabrican matrices progresivas, herramientas de inyección y forja, matrices de embutición, dispositivos de sujeción e incluso herramientas especiales de mecanizado.
Hans Keller, siempre abierto a las innovaciones, es responsable de ambas áreas desde hace muchos años: «Tanto si se trata de máquinas, herramientas o software, seguimos de cerca la evolución del mercado e invertimos cuando podemos conseguir mejoras en lo que respecta a flujos de procesos, calidad y rentabilidad. Esto hace que estemos muy avanzados en la creación de prototipos y herramientas para todo el equipamiento».
«El sistema CAM hyperMILL®, con sus múltiples estrategias de 5 ejes y opciones de automatización, es ideal para nuestras operaciones de fabricación de prototipos y herramientas».
Frank Fedtke forma, parte del equipo de I+D de Aesculap AG
La creación de prototipos asume un papel pionero
Uno de los responsables del equipo de construcción de prototipos es Frank Fedtke. Con sus 40 años de servicio, es uno de los pioneros en lo que respecta a la programación CAM en Aesculap AG. Así lo recuerda él: «Al principio, el fresado —y, por tanto, la programación de CAM— se limitaba a máquinas con tres ejes lineales. Cuando se añadieron máquinas con un eje rotativo adicional, nuestro software de programación de entonces también pudo hacer frente a las exigencias». Cuando los centros de mecanizado para el mecanizado en cinco ejes entraron en el mercado, resultaron muy interesantes para la producción de los complejos prototipos de Aesculap, algunos de ellos de formas libres, «pero con nuestro software en un principio no podíamos crear nosotros mismos los programas NC adecuados», dice Fedtke. «Tuvimos que contratar a socios externos para ello. Aun cuando nuestro sistema CAM de entonces ofrecía las primeras estrategias de 5 ejes, los tiempos de cálculo eran de muchas horas y los resultados inciertos. Así que no podíamos competir con los externos desde el punto de vista económico».

Frank Fedtke forma parte del equipo de I+D de Aesculap AG
Después de que Frank Fedtke pasara varios años comparando diferentes programas informáticos con programación de 5 ejes, Aesculap decidió probar en 2013 el sistema CAM hyperMILL® de OPEN MIND Technologies AG, de Wessling, para la construcción de prototipos. Según Fedtke, hyperMILL® ya era considerada la solución líder para la programación del mecanizado en 5 ejes: «Para nosotros, en la creación de prototipos, donde tenemos que producir muchos componentes diferentes, este sistema CAD/CAM nos parecía el ideal. Porque hyperMILL® ya proporcionaba entonces varias estrategias de ajuste que nos permitían crear trayectorias de fresado adecuadas para cada geometría y cada una de nuestras máquinas. Además, la interfaz de usuario, clara e intuitiva, resultó muy cómoda para nosotros, que aún no teníamos experiencia en la programación de 5 ejes».
Así que a la prueba le siguió la compra de dos licencias, y el éxito no tardó en llegar. Al cabo de un año, la inversión ya se había amortizado. Le siguieron otras licencias. El alcance de las estrategias de mecanizado que ofrece OPEN MIND también aumentó y sigue aumentando, de modo que hoy en día cubren todas las exigencias. «Producimos casi todos los nuevos desarrollos primero como pieza única o en pequeñas series», explica Fedtke. «Se trata de elementos quirúrgicos, pero también de carcasas, motores y otros componentes para nuestros Power Systems, es decir, nuestras herramientas de accionamiento eléctrico». La construcción de prototipos también es responsable de los implantes especiales (rodilla, cadera, columna vertebral). Estos se producen casi siempre por impresión 3D y luego se mecanizan.
Una fuerza especial: las diversas estrategias de 5 ejes
Entre las estrategias de hyperMILL® más utilizadas en la creación de prototipos por el experto en CAM Fedtke está, por ejemplo, el «acabado equidistante de 5 ejes», que permite mecanizar zonas inclinadas y planas en una sola operación. El resultado son transiciones suaves y sin tirones entre las distintas trayectorias de las herramientas, creando las mejores superficies posibles. «Las estructuras de superficie creadas con hyperMILL® son en la mayoría de los casos más homogéneas que las que generan otros sistemas CAM que conozco», subraya Frank Fedtke. Esto permite reducir los tiempos de acabado, lo que es especialmente importante en el caso de los implantes, ya que plantean unas exigencias muy elevadas en este sentido. Para la superficie final de una prótesis de rodilla, por ejemplo, se prescribe una calidad de Ra = 0,05 µm.
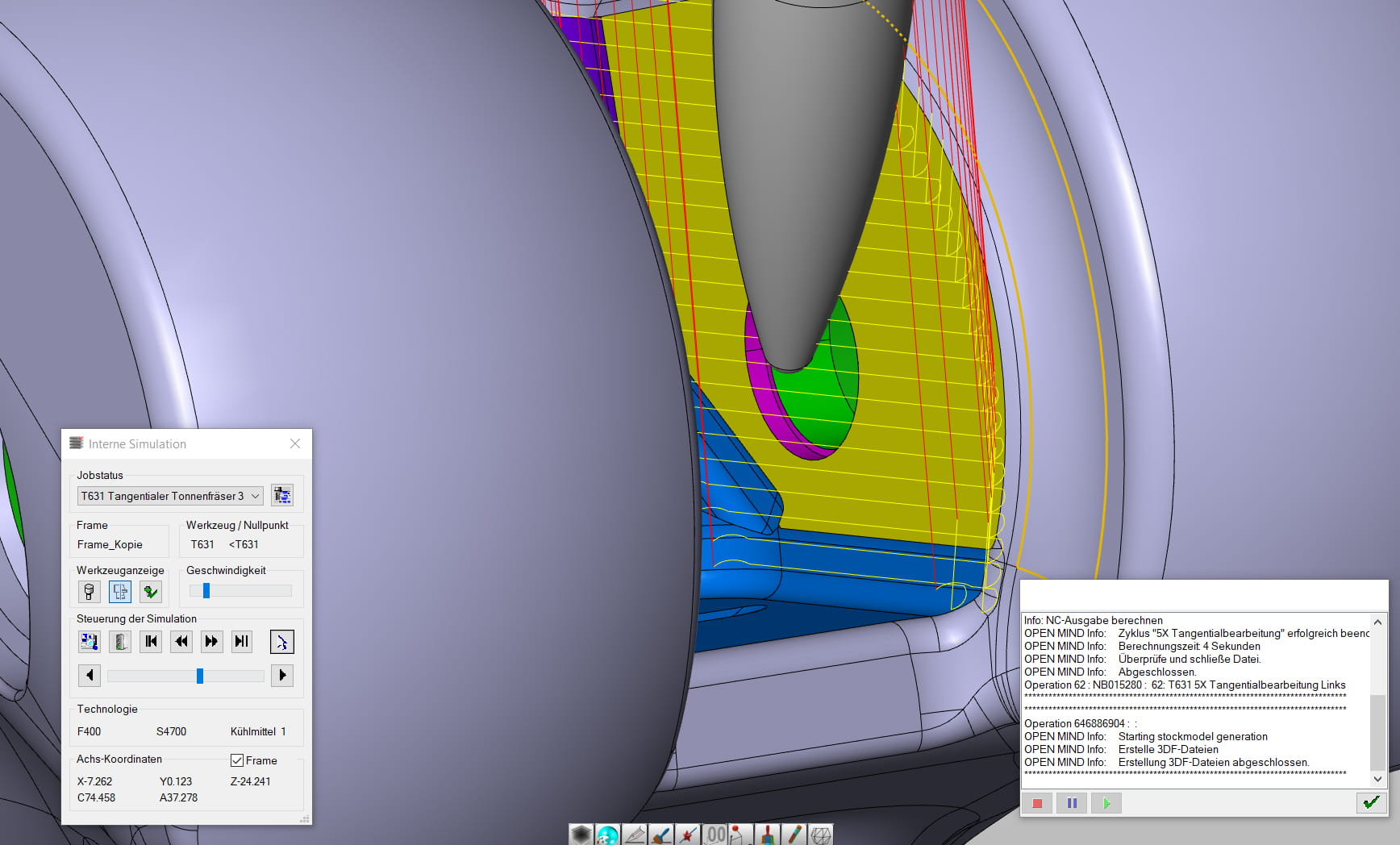
Para repasar un implante de rodilla especial impreso en 3D de cromo cobalto o titanio, la construcción de prototipos de Aesculap utiliza, entre otras cosas, el «acabado tangencial» del paquete hyperMILL® MAXX Machining con una fresa de barril cónica.
Para el mecanizado de un implante de rodilla especial, a los constructores de prototipos de Aesculap también les gusta utilizar el «acabado tangencial» del paquete hyperMILL® MAXX Machining. «Al utilizar una fresa de barril cónica, ahorramos tiempo y también conseguimos con mucha más facilidad el paralelismo necesario de las superficies internas del componente femoral», explica Fedtke.
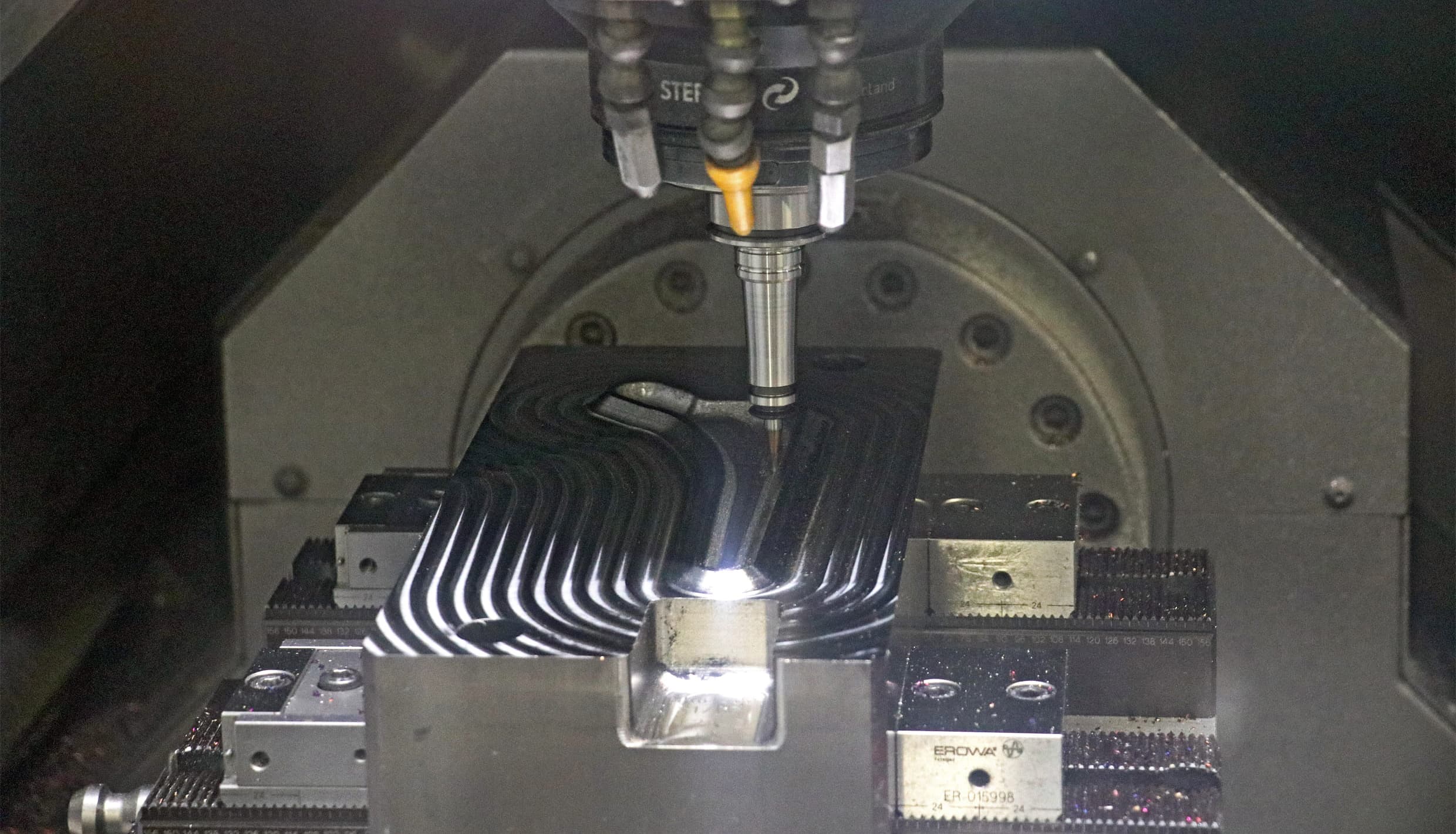
Las trayectorias de fresado creadas con hyperMILL® garantizan superficies de alta calidad.
Campo de aplicación ideal: fabricación de herramientas
Después de la experiencia inicial adquirida en la construcción de prototipos, la fabricación de herramientas también cambió pronto a hyperMILL®. En la actualidad, también se utilizan varias licencias, como confirma Frank Fedtke: «Podemos conseguir un ahorro notable en la programación, pero también en los tiempos de cálculo y, en definitiva, en el mecanizado».
Un ejemplo de ello son las matrices de embutición para los llamados envases estériles. Se trata de cajas en las que tanto el implante como todas las herramientas necesarias para la operación se entregan en estado estéril. El director de fabricación de herramientas, Hans Keller, lo explica así: «Estos contenedores están muy solicitados. Para las herramientas de embutición, hemos procesado alrededor de 37 toneladas de material en 1,5 años». Fedtke, especialista en CAM, añade: «Anteriormente, la programación de las trayectorias de fresado simultáneas de 56 ejes en las cavidades profundas nos planteaba problemas considerables, sobre todo porque se requieren superficies de alta calidad. Los tiempos de cálculo eran de más de doce horas y teníamos que estar pendientes de que el cálculo se llevara a cabo sin interrupciones. Gracias a hyperMILL®, ahora solo se necesitan 8,5 horas para acabar con un programa de CN seguro en lo relativo al proceso».
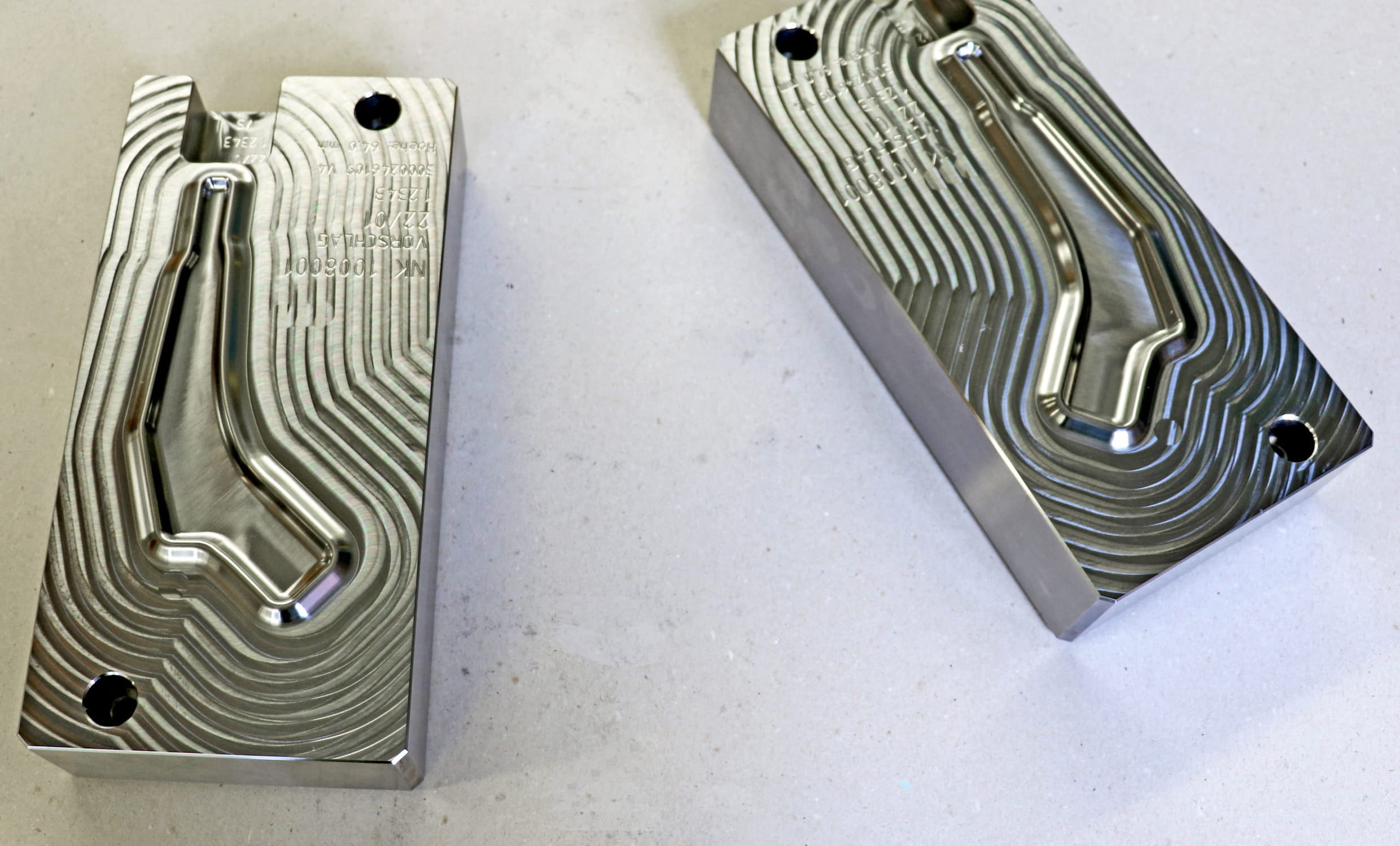
El mecanizado de las matrices de forja también está ultra automatizado. Los fiables programas NC para el fresado en duro se crean con la ayuda de hyperMILL® AUTOMATION Center de OPEN MIND.
Producción automatizada de matrices de forja
La última licencia en la que ha invertido Aesculap Toolmaking es la del hyperMILL® AUTOMATION Center de OPEN MIND, con el que se pueden estandarizar y automatizar complejas secuencias de procesos. En cuanto a sus funciones, se basa en la tecnología de características y macros, pero sus posibilidades de automatización van mucho más allá.
Pero, primero, veamos el motivo de la programación automatizada. Existen aproximadamente 200 prótesis de cadera estándares diferentes de Aesculap, que se diferencian principalmente en el tamaño y los detalles geométricos. Aesculap requiere un gran número de matrices de forja para su fabricación: para la cadera derecha e izquierda, una matriz superior y otra inferior cada una (como matriz preliminar y de acabado, así como para el prensado posterior).
Hasta hace poco, los fabricantes de herramientas las producían en un centro de mecanizado de 5 ejes con una mesa de desplazamiento doble. Para aprovechar los turnos nocturnos y de fin de semana con poco personal, añadieron a la máquina un sistema automatizado de carga y descarga de seis palés. También seleccionaron nuevas herramientas para un mecanizado aún más eficaz. Como consecuencia, hubo que reescribir un total de 1800 programas de fresado. A mano, esto habría requerido unas dos horas por programa, lo que habría supuesto un esfuerzo total de programación de 3600 horas.
La programación también se puede automatizar
Hay que hacerlo más rápido, pensaron los fabricantes de herramientas, y se pusieron en contacto con los especialistas en CAM de OPEN MIND. Acordaron un proyecto conjunto en el que utilizarían los servicios de los expertos en automatización de OPEN MIND para la reprogramación de las matrices de forja. Éstas utilizan el sistema de desarrollo propio hyperMILL® AUTOMATION Center Advanced como herramienta de desarrollo para estos exigentes procesos automatizados.
Michael Greisinger, especialista en automatización y aplicaciones de OPEN MIND, dirigió el proyecto. Así lo explica él mismo: «hyperMILL® AUTOMATION Center Advanced se basa en nuestro sistema de CAM hyperMILL® y en el software de CAD asociado hyperCAD®-S. Ofrece una tecnología que va más allá de la automatización de características de geometría estándares. Los rasgos de los modelos CAD juegan un papel secundario en este aspecto. La atención se centra en los elementos que puede contener un modelo CAD. Con una gran variedad de funciones de plantilla, los usuarios de hyperMILL® experimentados pueden establecer los pasos individuales de un proceso. Esto permite definir y estandarizar también procesos complejos».
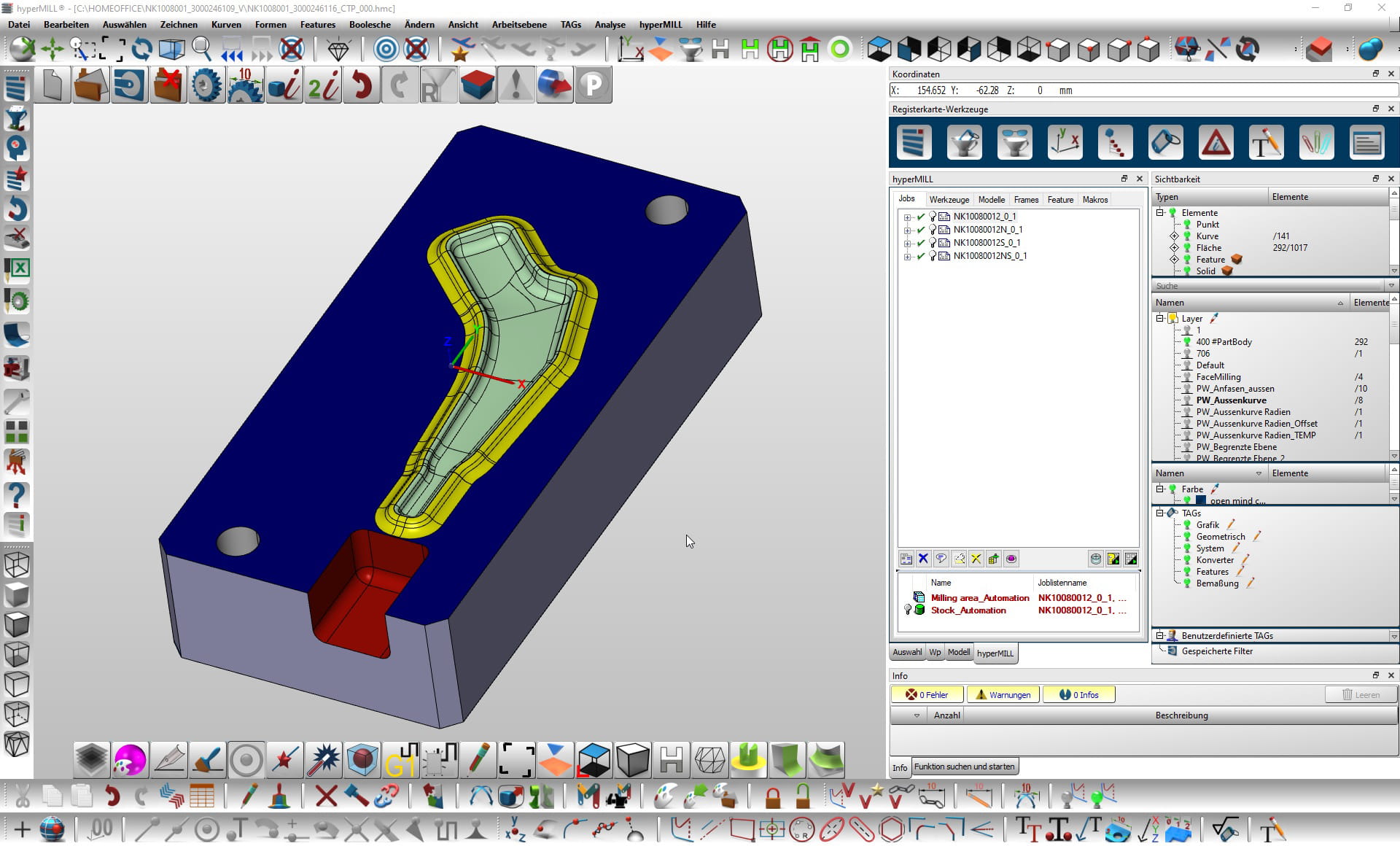
Programación automatizada. Aesculap utiliza hyperMILL® AUTOMATION Center en la fabricación de herramientas. El primer proyecto consistió en matrices de forja para articulaciones de cadera.
Su recomendación: «Automatizar el proceso de programación siempre merece la pena cuando hay que mecanizar familias de piezas. En principio se deberían poder programar varios componentes similares que difieran en tamaño, pero también en el número y la forma de las superficies, los agujeros, las roscas, etc. que hay que mecanizar». En hyperMILL® AUTOMATION Center Advanced, el usuario puede especificar qué operación quiere utilizar para una geometría concreta, por ejemplo, acabado equidistante u otra estrategia; incluso puede especificar cómo se posiciona y sujeta la pieza en bruto. Michael Greisinger lo resume así: «Nuestro entorno de automatización puede acceder y personalizar todos los comandos de hyperCAD®-S y hyperMILL®. Básicamente, se puede utilizar para automatizar cualquier elemento que se pueda pulsar».
El tiempo de programación se reduce de dos horas a doce minutos
El ingeniero de aplicaciones Thilo Hagen participó en el proyecto por parte de Aesculap. El resultado le convenció por completo: «Con hyperMILL® AUTOMATION Center hemos conseguido reducir el tiempo de programación a doce minutos». «Quienes están acostumbrados a trabajar con hyperCAD®-S y hyperMILL® no tienen dificultades para usar AUTOMATION Center Advanced», confirma Hagen. «En un taller in situ de tres días de duración, aprendí a utilizar AUTOMATION Center en mis propios proyectos y así pude aprovechar inmediatamente los guiones que había desarrollado de forma productiva. Y el efecto es excelente. Se almacena todo el proceso de trabajo y esto permite aplicarlo a piezas futuras. Desde la carga del archivo de pasos hasta el programa NC terminado, todo se ejecuta de forma totalmente automática en cuestión de segundos».
Así pues, la compra del software el año pasado fue solo una formalidad. Desde entonces, Thilo Hagen ya ha utilizado la herramienta de automatización en siete proyectos de diversa envergadura: «Se trata, por ejemplo, de componentes más sencillos, como las fijaciones para el corte por chorro de agua o las mordazas de fresado para repasar prótesis de cadera. El último proyecto, la programación de las cubiertas de los ejes, ya es más exigente. A cambio, al final acabas ahorrando más tiempo».
Galería

Implantes de rodilla de grandes a pequeños: con hyperMILL® se pueden repasar de forma segura implantes impresos de todos los tamaños.

Las superficies con acabado de espejo son obligatorias para los implantes de rodilla, ya sean estándar o hechos a medida. Las superficies fresadas de alta calidad reducen el tiempo necesario para el pulido posterior.