El CAM adecuado reduce drásticamente el tiempo de programación para los fabricantes de herramientas y matrices
Enmark Tool & Gage Co. | Fraser, Míchigan, Estados Unidos
Conclusión clave
Enmark Tool & Gage Co., un taller de precisión de larga trayectoria, se estaba preparando para expandirse al mecanizado de 5 ejes con el fin de satisfacer la creciente demanda de sus clientes del sector aeroespacial y de herramientas y máquinas herramienta.
Sin embargo, su sistema CAM existente carecía de la capacidad para manejar de manera eficiente trayectorias de herramientas complejas, integrar accesorios y adaptarse a sus necesidades de programación. Con una nueva máquina en camino, Enmark necesitaba una solución CAM avanzada que su equipo pudiera adoptar rápidamente.
Tras implementar el software CAM hyperMILL, incluso antes de que llegara su nueva máquina, Enmark redujo drásticamente el tiempo de programación, mejoró la flexibilidad del flujo de trabajo y equipó a sus programadores para que pudieran trabajar con piezas de 5 ejes con rapidez y precisión.
Michael Cox, codirector de planta de Enmark, explica cómo el cambio a hyperMILLy la inversión en mecanizado de 5 ejes mejoraron drásticamente la productividad y la competitividad de la empresa.
Fundada en 1951 y propiedad de la misma familia desde hace tres generaciones, Enmark Tool & Gage Co. ha pasado de ser un pequeño taller de calibres a convertirse en un fabricante de precisión de gran capacidad que presta servicios a la industria aeroespacial y de máquinas herramienta. Con sede en Fraser, Míchigan, Enmark tiene la rara capacidad de manejar una gama de piezas con pesos que van desde los 2,7 kg hasta componentes muy grandes de 4536 kg, todos ellos mecanizados con tolerancias estrictas de ±0,00025 pulgadas en materiales como el acero 6150 y el acero para herramientas, el hierro y el aluminio.
Hoy en día, Enmark está haciendo algo que pocos pueden presumir. Los principales fabricantes de equipos originales y de máquinas herramienta confían en Enmark para fabricar o modernizar sus propios equipos, confiándoles trabajos que exigen precisión, fiabilidad y una gran consistencia en los procesos.
«Con nuestro software anterior, se tardaba 200 horas en programar una pieza. Con hyperMILL, completamos la misma pieza en solo 50. También redujimos el número de trayectorias de herramienta de 450 a unas 130.»
Michael Cox, codirector de planta
El cambio a hyperMILL y 5 ejes
Cuando Enmark Tool & Gage Co. tomó la decisión de ampliar sus operaciones al mecanizado de 5 ejes, quedó claro que su software CAM existente no podría seguir el ritmo de la creciente complejidad y los requisitos de tolerancia de sus piezas. Para aprovechar al máximo la inversión en la nueva máquina, Enmark comenzó a buscar una solución CAM más avanzada, flexible y fácil de usar.
Según Mort Ogden, director de operaciones de ventas, la prioridad era encontrar un software CAM que pudiera gestionar la amplia variedad de piezas que produce Enmark, al tiempo que infundiera la confianza de que la máquina y el software ejecutarían movimientos idénticos para una comprobación precisa de colisiones. La búsqueda implicó la evaluación de tres o cuatro sistemas CAM diferentes. Primero conocieron hyperMILL de OPEN MIND a través del boca a boca y de vídeos de demostración en YouTube, lo que despertó aún más su interés.
Tras una evaluación en profundidad, Enmark eligió hyperMILL principalmente por sus postprocesadores probados, que ya se habían testado y optimizado para su nueva HERMLE C650, y por sus funciones de automatización. «La posibilidad de utilizar las macros de hyperMILL para las configuraciones y la programación supuso un importante ahorro de tiempo, especialmente en trabajos complejos, y las capacidades de automatización prometían agilizar los procesos repetitivos», afirma Chris Mikolaczyk, programador jefe de Enmark. Todo ello, junto con la seguridad de que las trayectorias de herramientas comprobadas contra colisiones se traducirían exactamente en la máquina, hizo que hyperMILL fuerala elección clara.
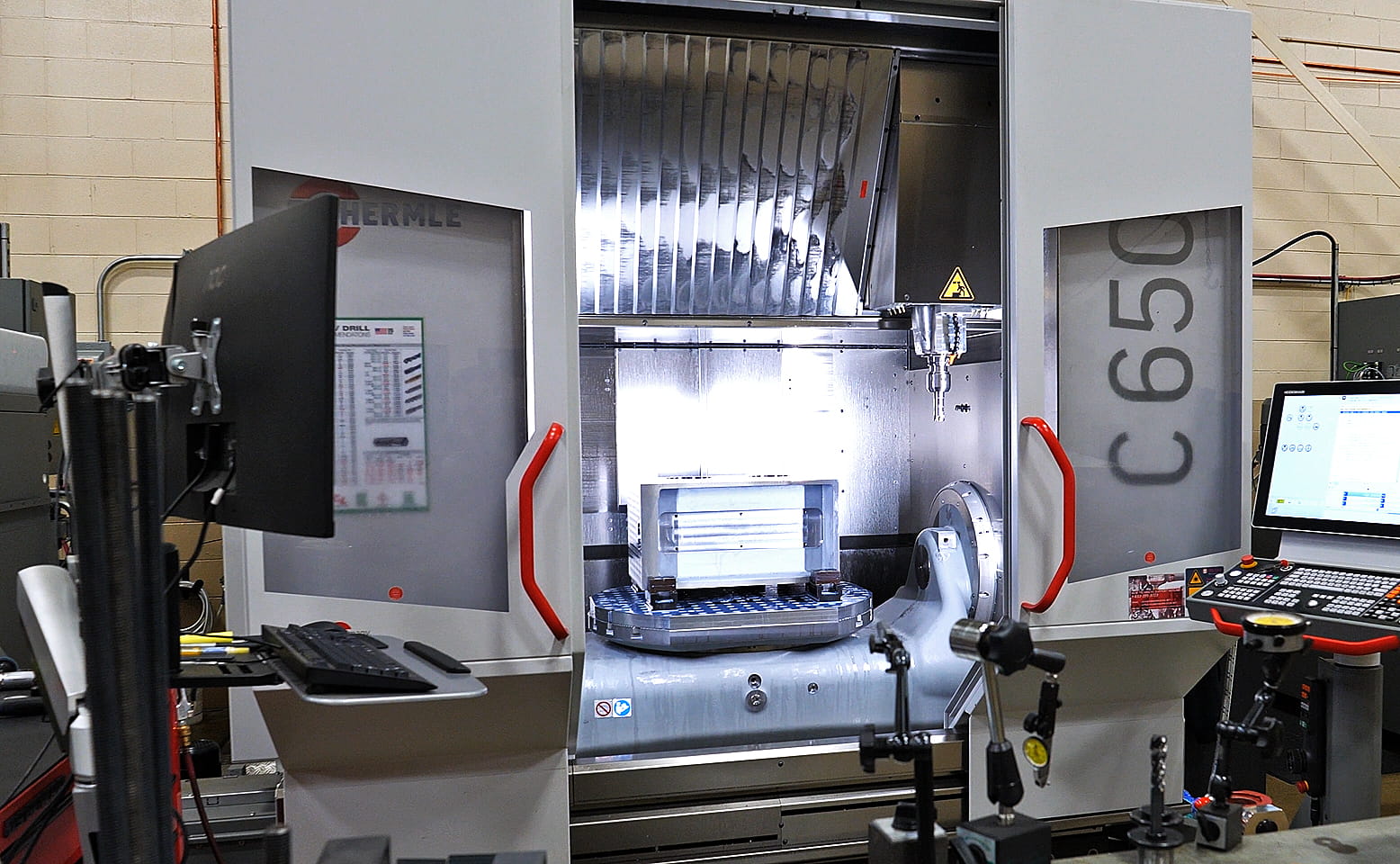
HERMLE C650 5-axis mill
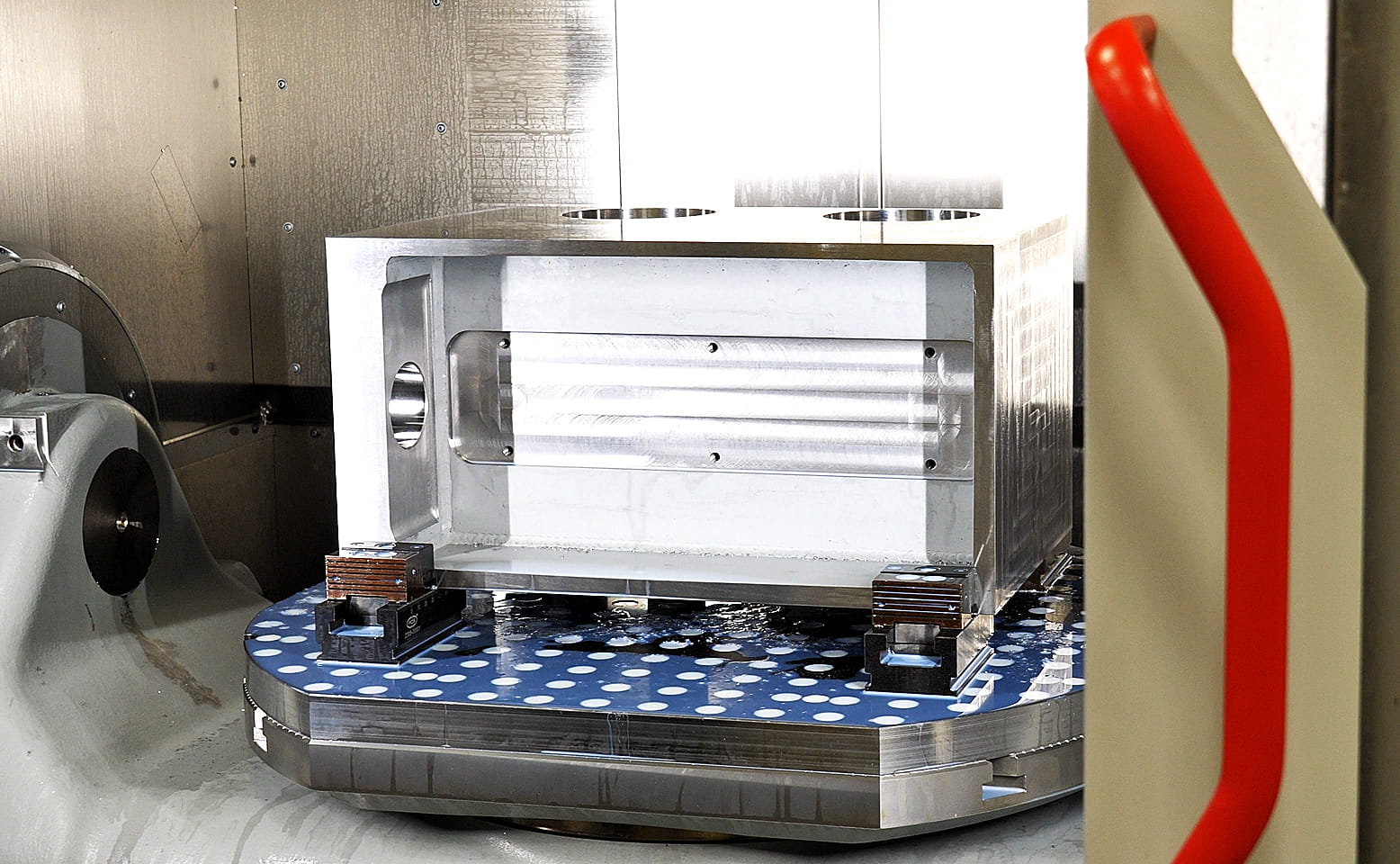
Carcasa de la caja de cambios en la fresadora de ejes HERMLE C650
Además, en lugar de esperar a que llegara la nueva máquina de 5 ejes HERMLE C650, Enmark comenzó a prepararse con antelación instalando hyperMILL y llevando a cabo un mes de pruebas de I+D y catalogación de piezas. Esta implementación temprana dio al equipo de programación tiempo para formarse, construir modelos de fijaciones y elevadores, y desarrollar estrategias de trayectorias de herramientas con antelación. Cuando se instaló la máquina, el equipo ya se sentía seguro con el uso de hyperMILL y estaba totalmente preparado para comenzar la producción.
«Nuestros programadores nunca habían utilizado hyperMILL antes, pero tras solo dos días de formación interna, les resultó muy natural», afirma Michael Cox, codirector de la planta.
La estructura y la flexibilidad de hyperMILL facilitaron la creación de trayectorias de herramientas avanzadas sin necesidad de semanas de prueba y error, lo que hizo que la transición al nuevo software CAM fuera increíblemente fluida. El flujo de trabajo del sistema hyperMILL se alineó con la forma en que Enmark abordaba la preparación de piezas y permitió a los programadores comenzar a generar código listo para la producción casi de inmediato.
Y lo que es más importante, hyperMILL permitió a Enmark obtener resultados cuantificables, empezando por una reducción significativa del tiempo de programación y del ciclo de la máquina. Por ejemplo, la misma pieza que antes tardaba 200 horas en programarse con su antiguo CAM ahora tarda 50 horas, lo que supone una reducción del 75 % en el tiempo de programación, así como una disminución del 25 % en el tiempo de mecanizado. También consiguieron reducir el número de trayectorias de herramienta de 450 a unas 130, explica Michael Cox.
El ahorro de tiempo fue inmediatamente visible
La primera pieza que programaron en hyperMILL fue una carcasa compleja, y el ahorro de tiempo fue inmediatamente visible. El software proporcionó a Enmark un nuevo nivel de control y claridad en la programación, lo que ayudó a simplificar tareas que antes requerían mucho tiempo y a ganar confianza en el proceso de mecanizado. En comparación con su anterior sistema CAM, las trayectorias de herramientas 3D de hyperMILL resultaron ser más eficientes, más seguras gracias a la verificación de colisiones, más fáciles de programar y totalmente editables. Los resultados fueron siempre precisos, con resultados predecibles en todo momento. Por el contrario, el software anterior solía comportarse de forma impredecible, y cualquier pequeño cambio podía alterar completamente la trayectoria de la herramienta. Con hyperMILL, la verificación precisa y rápida de la trayectoria de la herramienta se convirtió en la norma, lo que garantizó tanto la velocidad como la fiabilidad en la producción.
El nuevo software no solo les ayudó a mejorar la eficiencia, sino que cambió la forma en que Enmark planificaba los trabajos futuros. Con unos buenos resultados iniciales y un número creciente de piezas adecuadas para flujos de trabajo de 5 ejes, Enmark tomó rápidamente la decisión de adquirir una licencia adicional de hyperMILL.
Al invertir pronto en el sistema CAM, prepararse antes de la entrega de la máquina y generar confianza interna mediante la formación y los primeros logros, Enmark se preparó para el éxito con el mecanizado de 5 ejes. hyperMILL proporcionó la potencia de programación necesaria, sin ralentizaciones durante la transición a los 5 ejes.
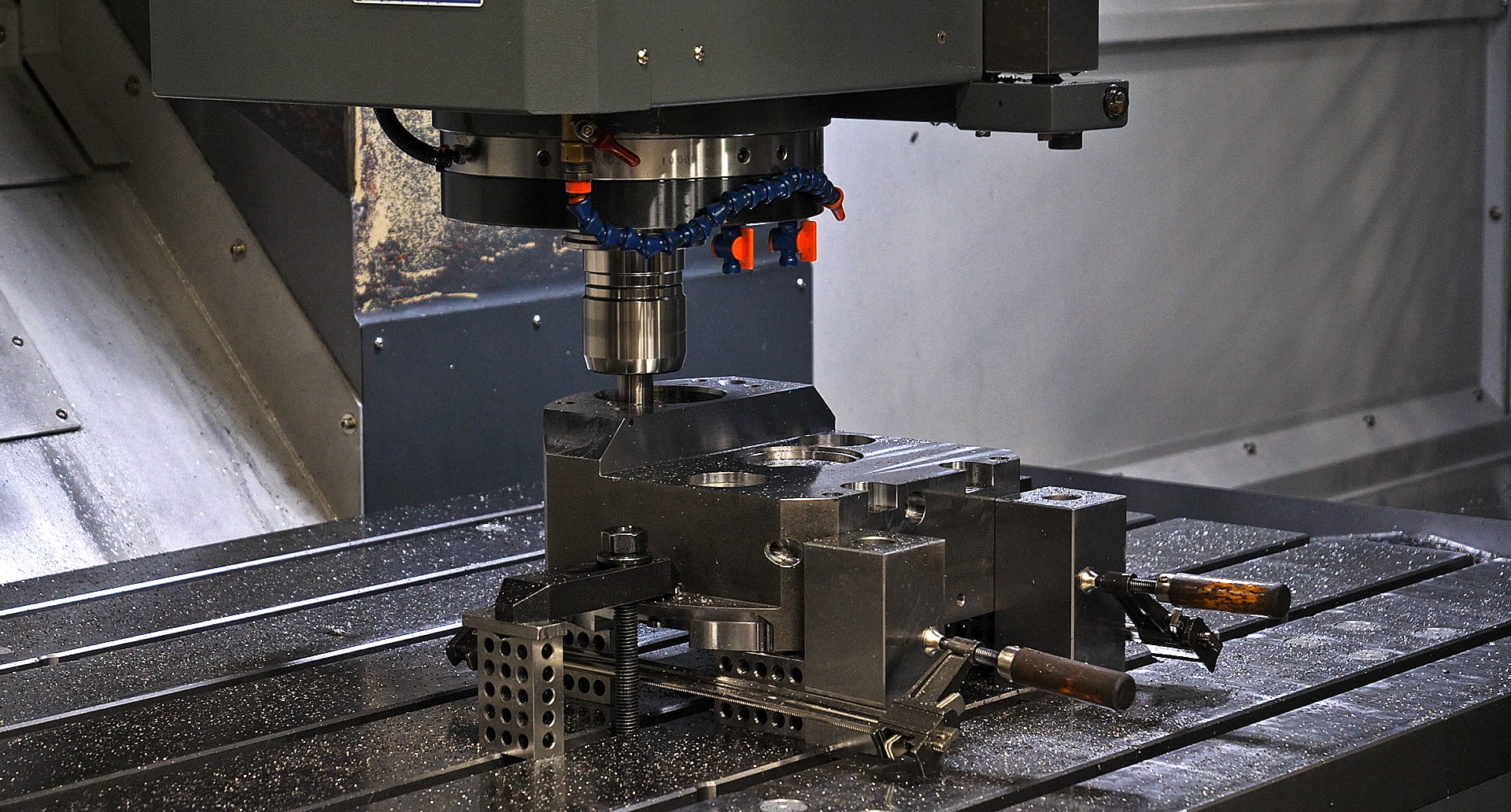
Cabezal de 4 ejes para un fabricante de máquinas norteamericano. Las piezas complejas se programan de forma eficiente con hyperMILL para cumplir con tolerancias estrictas.
Fuente: Enmark
¿En qué punto se encuentra su CAM hoy en día?
Redefina sus procesos de fabricación con hyperMILL.
Nuestros expertos están listos.
Confianza en el mecanizado con VIRTUAL Machining
hyperMILL VIRTUAL Machining (VM) desempeñó un papel crucial al permitir a Enmark programar y mecanizar con confianza piezas complejas de forma precisa y segura. El entorno de máquina virtual integrado de hyperMILL permite a Enmark simular el comportamiento real de la máquina con una cinemática y una lógica de posprocesador exactas. Esto garantiza que lo que se programa en la pantalla se comporte de forma idéntica en la máquina, lo que es ideal debido a las piezas de alta precisión que programó Enmark. Según Chris, hyperMILL VIRTUAL Machining les permite a él y a su equipo programar toda la pieza con cambios mínimos una vez que llega a la máquina, y la mayoría de los ajustes se centran únicamente en mejorar la eficiencia de la trayectoria de la herramienta. Inicialmente, esta capacidad brindó a los programadores de Enmark la oportunidad de familiarizarse rápidamente con el software y aumentó su confianza en el mecanizado de componentes complejos. En un sector en el que la curva de aprendizaje suele ser larga y pronunciada, esta ventaja fue significativa. Enmark pudo empezar a producir piezas inmediatamente después de recibir la máquina, evitando retrasos y manteniendo la productividad.
«hyperMILL VIRTUAL Machining ha tenido un gran impacto en la forma en que manejamos los componentes con tolerancias estrictas», afirma Cox. «Nos ayuda en todo: configuraciones, presupuestos, programación. Importamos elementos de fijación o tornillos de banco, calculamos trayectorias de herramientas y realizamos ajustes sin tener que reiniciar todo el proceso».
Para Enmark, que se especializa en componentes únicos con tolerancias estrictas, hyperMILL VIRTUAL Machining eliminó el proceso de prueba y error que suele asociarse a las nuevas configuraciones de mecanizado de 5 ejes. La capacidad de importar elementos de fijación, simular longitudes de herramientas y validar secuencias completas antes del corte redujo significativamente el riesgo de colisiones de herramientas y errores de configuración. También mejoró la precisión de los presupuestos, ya que el equipo puede estimar los tiempos de ciclo y verificar la accesibilidad antes de cortar en la máquina.
El impacto ha sido especialmente evidente al utilizar componentes de máquinas del mercado de repuestos, como un cabezal de 90 grados. El entorno de máquina virtual personalizado de hyperMILL ha permitido al equipo programar características angulares complejas sin escribir código NC manual ni preocuparse por la compatibilidad con los ciclos de la máquina. Confiando en la precisión de la simulación, Enmark pudo realizar turnos sin supervisión, sabiendo que el código NC había sido validado de antemano.
«El Optimizer [permite] que la mesa gire e incline automáticamente. Incluso hemos taladrado agujeros fuera del límite del eje Y, todo ello con un solo programa», afirma Michael. «Si la máquina virtual dice que el programa es bueno, nuestro operador pulsa el botón verde y se va a casa. Por la mañana, las piezas están listas».
La necesidad de esta capacidad quedó clara desde el principio, en el primer trabajo de gran envergadura para la Hermle C650, que superaba los límites de desplazamiento de la máquina. El trabajo requería taladrar agujeros en el diámetro exterior y mecanizar características más allá de la carrera del eje Y. Al ejecutar el programa a través del Optimizer, hyperMILL calcula automáticamente las rotaciones y inclinaciones seguras de la mesa para alcanzar estas áreas sin sobrepasar el recorrido de la máquina. Esto elimina la necesidad de un enfoque de programación complejo o de trayectorias de retorno, lo que permite a Enmark completar todo el trabajo en un solo programa. El resultado fue un ahorro de horas en tiempo de programación y una configuración de mecanizado que maneja piezas de gran tamaño de manera eficiente y segura.
En general, hyperMILL VIRTUAL Machining proporcionó a Enmark las herramientas necesarias para expandirse al complejo trabajo de 5 ejes con precisión, previsibilidad y tranquilidad.

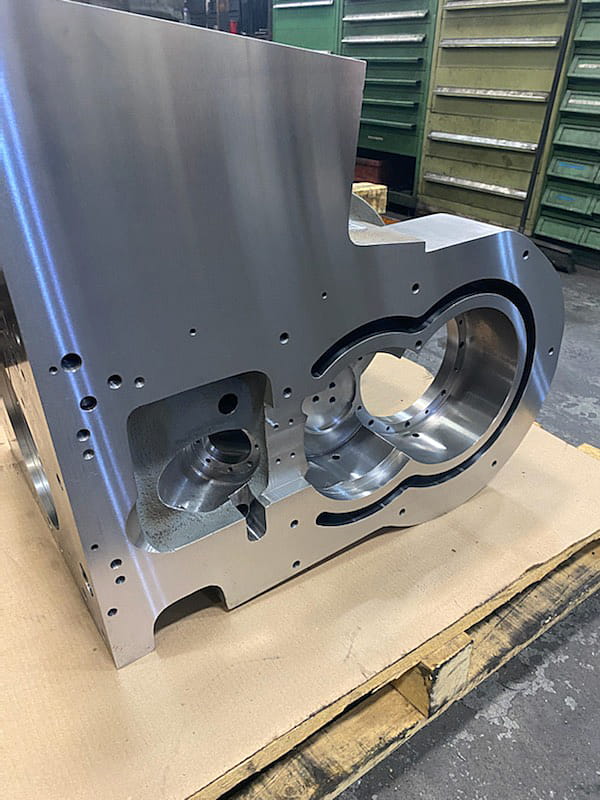
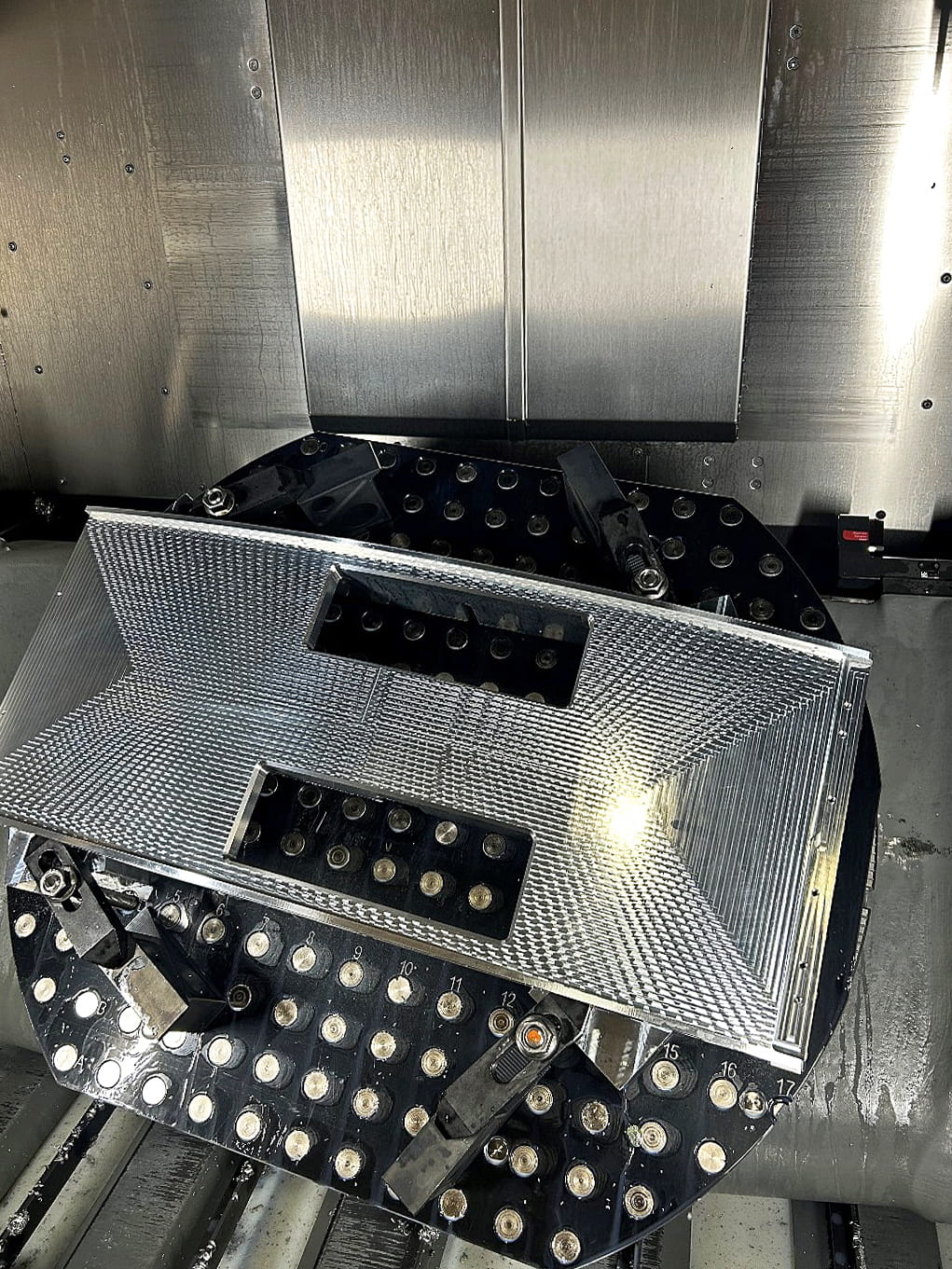
Cabeza trunional de 5 ejes para un fabricante de máquinas herramienta norteamericano. hyperMILL VIRTUAL Machining Optimizer permite girar e inclinar la mesa automáticamente para mecanizar agujeros con precisión.
Fuente: Enmark
Estrategias sencillas y potentes que abren nuevas oportunidades de negocio
El cambio a hyperMILL ha abierto nuevas puertas a Enmark. El equipo utiliza con frecuencia estrategias avanzadas de trayectorias de herramientas, como el mecanizado de medio tubo de 5 ejes, que ofrece nuevas capacidades para conseguir nuevos negocios.
«Nos permite abordar piezas que antes no podíamos mecanizar», afirma Michael. «Ahora estamos en mercados que antes evitábamos porque no éramos competitivos».
Chris también aprecia la interfaz intuitiva y el control que ofrece el software: «Me encanta poder crear superficies utilizando límites en lugar de intentar dibujar un cuadro de contención. Es increíblemente potente para mezclar y volver a mecanizar». Incluso las operaciones de fresado 2D y 3D están superando las expectativas.
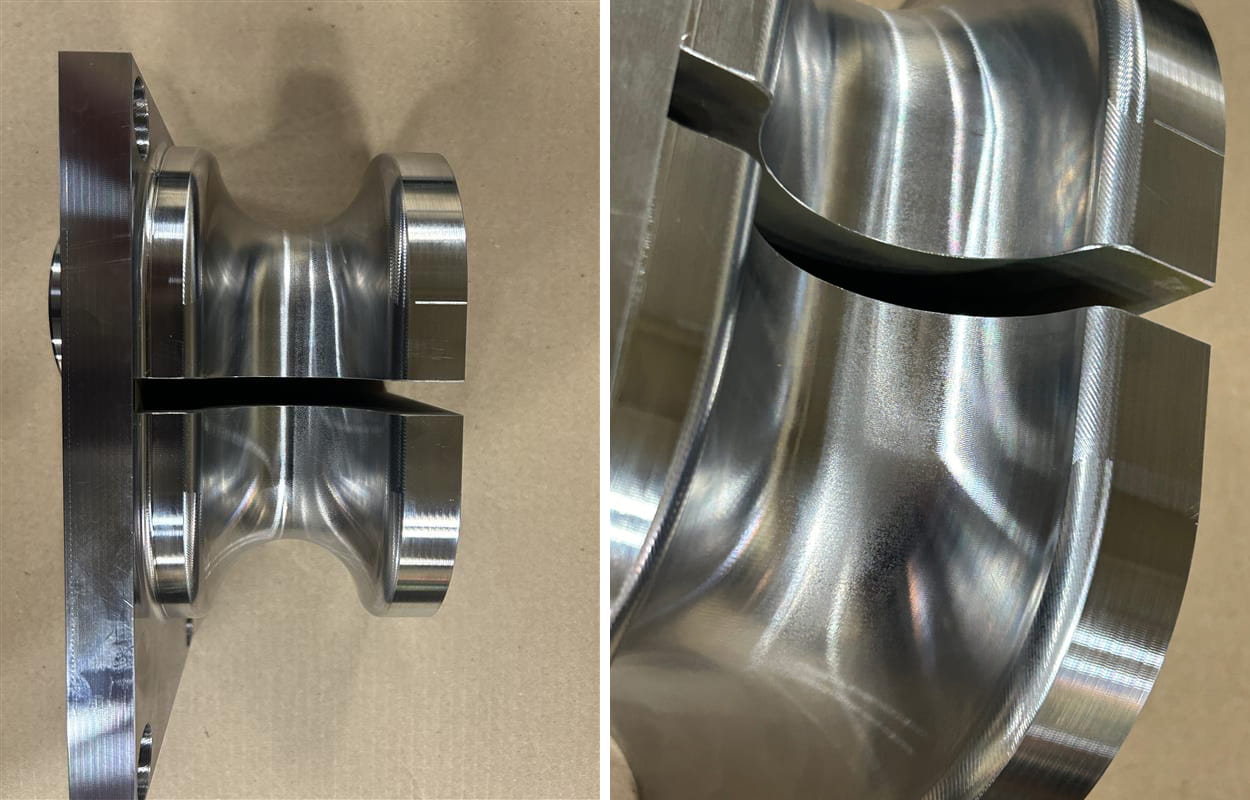
hyperMILL estrategia de medio tubo de 5 ejes utilizada para programar de forma eficiente la matriz de doblado de tubos.
Fuente: Enmark
es mucho más fácil de lo que esperábamos, y el magnífico acabado de la superficie habla por sí solo», añade Cox. El equipo también ha creado una biblioteca de accesorios personalizada dentro de hyperMILL, lo que permite copiar y pegar trayectorias de herramientas y datos CAD entre trabajos y zonas de trabajo.
«Ahorramos horas en configuraciones repetitivas». Los trabajos sencillos ahora tardan 20 minutos y se pueden ahorrar entre 3 y 4 horas en trabajos más complejos. Puedo transferir todo (trayectorias de herramientas, accesorios, sujeción de piezas) de un trabajo a otro en cuestión de segundos», añade Chris.
El socio adecuado para el crecimiento
Detrás del software hyperMILL hay un equipo de asistencia que, según Enmark, marca una verdadera diferencia. «La asistencia de OPEN MIND ha sido excelente. Obtenemos respuestas de inmediato y, a menudo, múltiples opciones para resolver un problema», afirma Michael.
Anteriormente, los programadores solían recurrir a estrategias 3+2 como solución alternativa, sabiendo que probablemente existía una solución de 5 ejes mejor, pero sin tiempo para encontrarla. Chris pudo enviar simplemente un archivo SHOP Viewer (archivo de solo lectura con trayectorias de herramienta y datos de proceso para su revisión y simulación en el taller) directamente al equipo de asistencia, que respondió rápidamente. «A veces responden con una opción mejor en el mismo día», afirma Chris. «Los comentarios incluyen trayectorias de herramienta optimizadas y mejores estrategias de programación». Este nivel de asistencia ha ayudado a Enmark a pasar de estrategias limitadas y que requieren mucho tiempo a trayectorias de herramienta eficientes y verdaderamente de 5 ejes que ofrecen mejores resultados con menos esfuerzo de programación.
El resultado: una mejora del 60 % en el tiempo de programación, una reducción de los desechos y una mayor confianza en todas las fases de la producción. «Antes, los operadores tardaban diez horas por programa, y ahora lo hacemos en tres», añade Michael.
Además, hyperMILL ha mejorado drásticamente la calidad de las piezas, gracias a la detección de colisiones y a la creación de trayectorias de herramienta significativamente más limpias. La detección de colisiones es crucial para los componentes grandes (y complejos) que fabrica Enmark. «No hemos tenido ni un solo accidente con las máquinas desde que tenemos hyperMILL», señala Chris.
hyperMILL ha reducido el tiempo de programación en al menos un 60 %, ha reducido los desechos y ha proporcionado a Enmark una gran confianza en cada etapa.
Fuente: Enmark

Guía de materiales compuestos de 5 ejes
Fuente: Enmark
Las piezas que salen de la máquina ahora están completas al 100 %. En el pasado, incluso en máquinas CNC, muchos componentes requerían un rectificado secundario para lograr el acabado deseado. Con las capacidades de mecanizado de alta precisión de hyperMILL, Enmark ha eliminado el paso de rectificado. «Hemos conseguido un acabado superficial de rectificado fino de 13 Ra sin necesidad de rectificado con plantilla», explica Marty Dobson, director de control de calidad. Esto ha sido posible gracias a la sofisticada funcionalidad CAM de hyperMILL, que genera trayectorias de herramienta con una resolución extremadamente fina, lo que permite obtener acabados superficiales excepcionales directamente desde el proceso de fresado.
Mientras Enmark sigue prestando apoyo a algunas de las industrias más exigentes, incluida la fabricación de componentes para máquinas CNC, hyperMILL se ha convertido en una parte fundamental de la historia de éxito de la empresa. De cara al futuro, Enmark tiene previsto ampliar el uso de hyperMILL a todas las operaciones de mecanizado, mejorando aún más sus capacidades y reforzando su ventaja competitiva.

Vista del laboratorio de calidad de Enmark: Enmarks informa de que las piezas que salen de la máquina ahora están completas al 100 %.

Inspección cmm de un componente de prensa de conformado: gracias a la detección de colisiones y a unas trayectorias de herramienta mucho más limpias, hyperMILL ha mejorado drásticamente la calidad de las piezas.
Chris Mikolaczyk, de Enmark, explica cómo hyperMILL y VIRTUAL Machining ayudaron a acelerar su transición al mecanizado de 5 ejes. Incluso antes de que llegara la máquina, los trabajos ya estaban completamente programados y probados.
Hoy en día, Enmark se beneficia de una simulación fiable del código NC, flujos de trabajo reutilizables y una alta seguridad de los procesos sin un solo fallo de la máquina.
Chris Mikolaczyk, programador jefe de Enmark Tool & Gage, cuenta con más de 25 años de experiencia en mecanizado CNC y 15 años de experiencia en programación CAM. Tras solo dos días de formación interna con OPEN MIND, Chris pasó rápidamente a utilizar hyperMILL, que le pareció mucho más intuitivo y orientado a las superficies que los sistemas CAM basados en líneas y curvas que había utilizado anteriormente.
En menos de un año, dominó el software y programó piezas complejas de 5 ejes que han ayudado a Enmark a ganar nuevos clientes y a seguir siendo competitivos. Chris destaca cómo el mecanizado VIRTUAL de hyperMILL permitió al equipo simular los movimientos reales de la máquina antes incluso de que llegaran sus centros de mecanizado de 5 ejes HERMLE C650, lo que hizo posible iniciar la producción de inmediato sin tiempo de inactividad. También agradece el rápido soporte de OPEN MIND por proporcionar estrategias más rápidas y mejores enfoques de programación, lo que permitió reducir significativamente el tiempo de programación y aumentar la productividad en todo el taller.