Le bon logiciel de FAO réduit considérablement le temps de programmation pour un fabricant d'outils et de matrices
Enmark Tool & Gage Co. | Fraser, Michigan, États-Unis
Point clé
Enmark Tool & Gage Co., un atelier de précision établi de longue date, se préparait à se lancer dans l'usinage 5 axes afin de répondre à la demande croissante de ses clients dans les secteurs de l'aérospatiale, de l'outillage et des machines-outils.
Cependant, son système de FAO existant n'était pas en mesure de gérer efficacement les parcours d'outils complexes, d'intégrer les fixations et de s'adapter à ses besoins en matière de programmation. Avec l'arrivée prochaine d'une nouvelle machine, Enmark avait besoin d'une solution de FAO avancée que son équipe pourrait adopter rapidement.
Après avoir mis en œuvre le logiciel de FAO hyperMILL, avant même l'arrivée de sa nouvelle machine, Enmark a considérablement réduit le temps de programmation, amélioré la flexibilité du flux de travail et permis à ses programmeurs de traiter les pièces 5 axes avec rapidité et précision.
Michael Cox, co-directeur d'usine chez Enmark, explique comment le passage à hyperMILL et l'investissement dans l'usinage 5 axes ont considérablement amélioré la productivité et la compétitivité de l'entreprise.
Fondée en 1951 et détenue par la même famille depuis trois générations, Enmark Tool & Gage Co. est passée d'un petit atelier de calibrage à un fabricant de précision hautement compétent au service de l'industrie aérospatiale et des machines-outils. Basée à Fraser, dans le Michigan, Enmark a la capacité rare de traiter une gamme de pièces dont le poids varie de 6 lb à 10 000 lb, toutes usinées avec des tolérances serrées de ±0,00025 pouce dans des matériaux tels que l'acier 6150 et l'acier à outils, le fer et l'aluminium.
Aujourd'hui, Enmark réalise des prouesses que peu d'autres peuvent revendiquer. Les principaux équipementiers et constructeurs de machines-outils font confiance à Enmark pour fabriquer ou moderniser leurs propres équipements, lui confiant des travaux qui exigent précision, fiabilité et grande cohérence des processus.
« Avec notre ancien logiciel, il fallait 200 heures pour programmer une pièce. Avec hyperMILL, nous avons réalisé la même pièce en seulement 50 heures. Nous avons également réduit le nombre de parcours d'outils de 450 à environ 130. »
Michael Cox, co-directeur de l'usine.
Le passage à hyperMILL et à l'usinage 5 axes
Lorsque Enmark Tool & Gage Co. a décidé d'étendre ses activités à l'usinage 5 axes, il est apparu clairement que son logiciel de FAO existant ne serait pas en mesure de répondre à la complexité croissante et aux exigences de tolérance de ses pièces. Afin de tirer pleinement parti de son investissement dans une nouvelle machine, Enmark s'est mis en quête d'une solution de FAO plus avancée, plus flexible et plus conviviale.
Selon Mort Ogden, directeur des opérations commerciales, la priorité était de trouver un logiciel de FAO capable de gérer la grande variété de pièces produites par Enmark, tout en garantissant que la machine et le logiciel exécuteraient des mouvements identiques pour un contrôle précis des collisions. La recherche a consisté à évaluer trois ou quatre systèmes de FAO différents. Ils ont d'abord découvert hyperMILL d'OPEN MIND grâce au bouche-à-oreille et à des vidéos de démonstration sur YouTube, ce qui a suscité leur intérêt.
Après une évaluation approfondie, Enmark a choisi hyperMILL principalement en raison de ses post-processeurs éprouvés, qui avaient déjà été testés et optimisés pour leur HERMLE C650 nouvellement acquise, et de ses fonctionnalités d'automatisation. « La possibilité d'utiliser les macros d'hyperMILL pour les configurations et la programmation a permis un gain de temps considérable, en particulier pour les tâches complexes, et les capacités d'automatisation promettaient de rationaliser les processus répétitifs », a déclaré Chris Mikolaczyk, programmeur en chef chez Enmark. Combinés à l'assurance que les parcours d'outils vérifiés en termes de collision seraient transposés exactement à la machine, tous ces facteurs ont fait d'hyperMILL le choix évident.
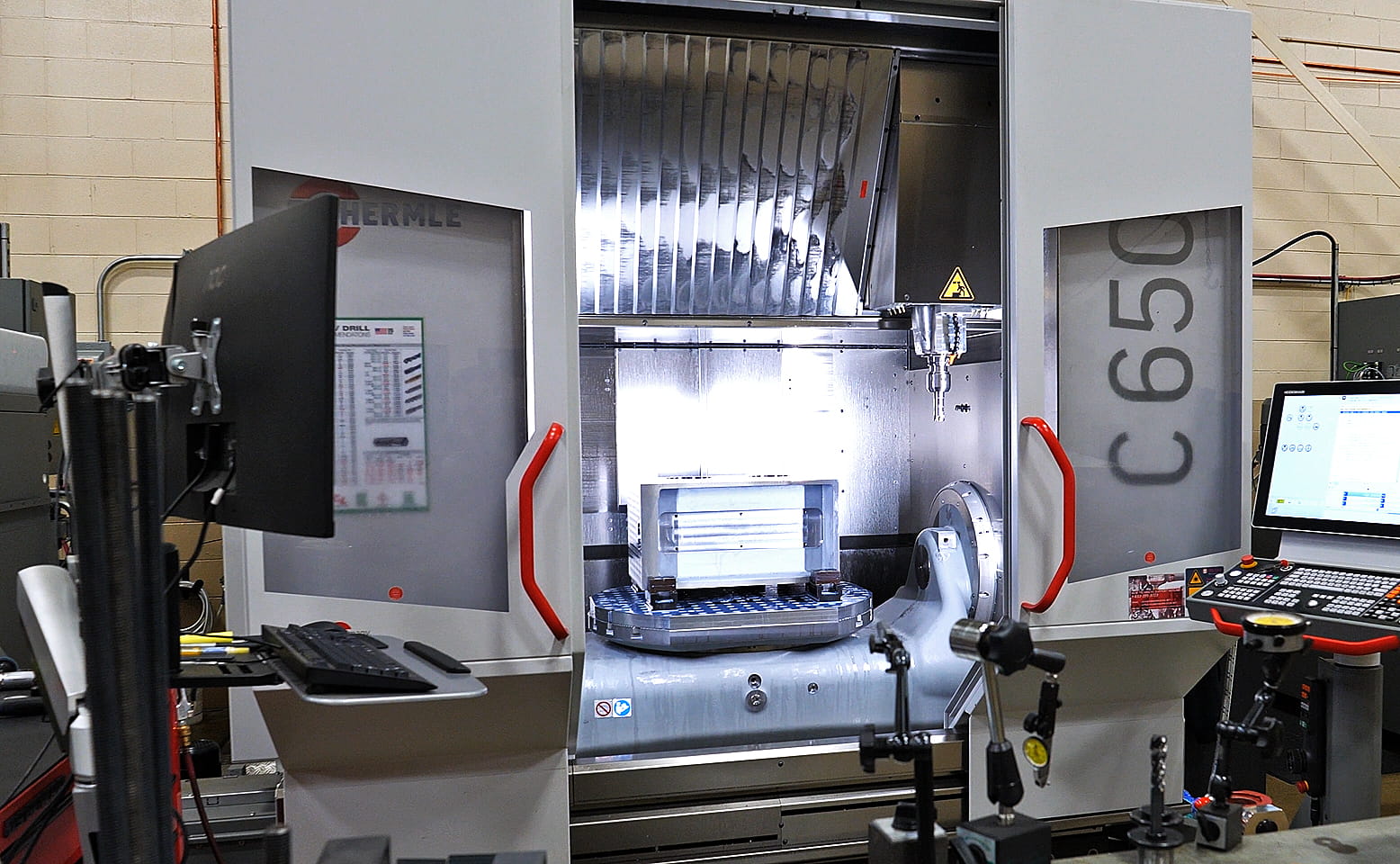
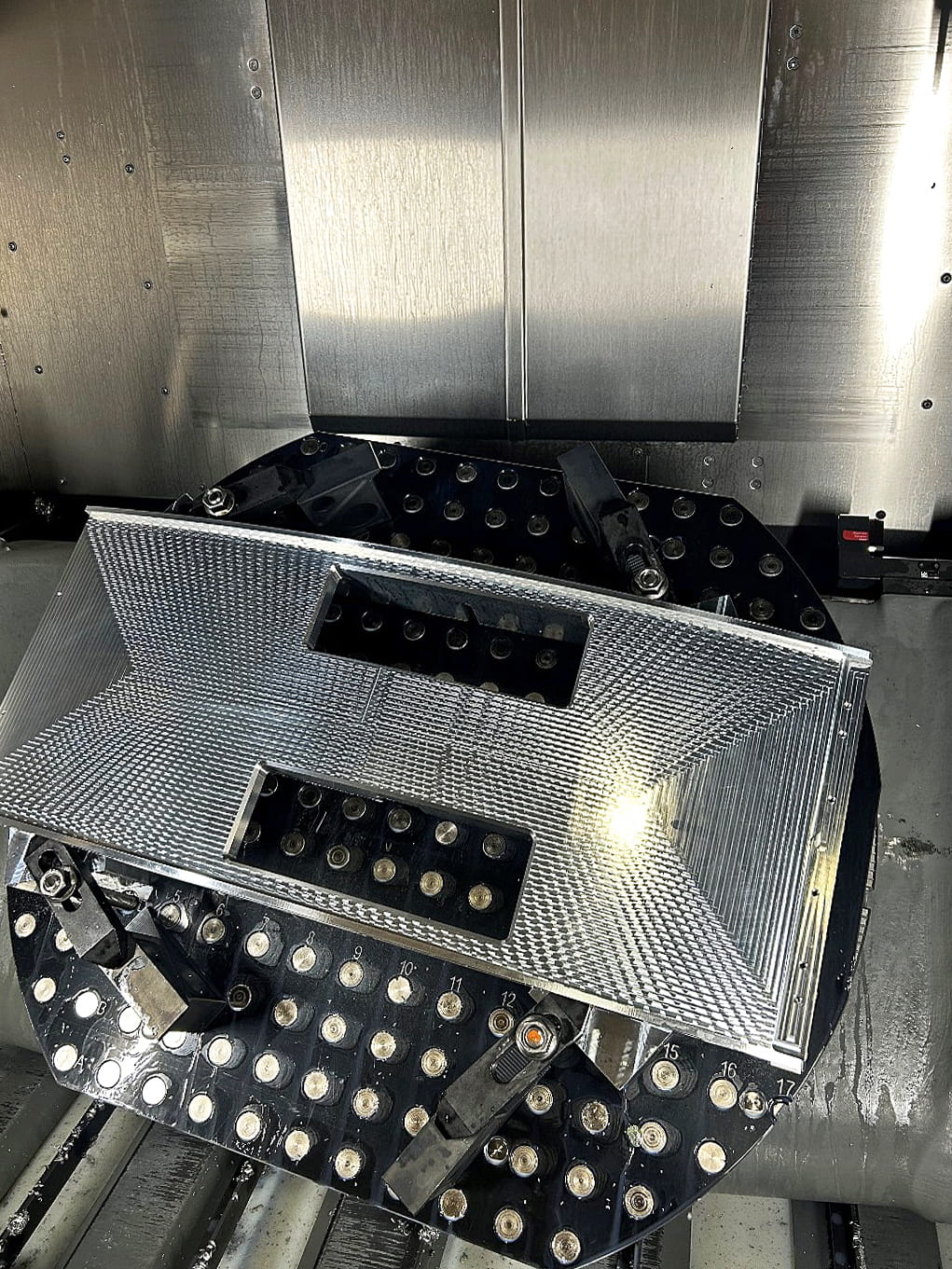
Fraiseuse 5 axes HERMLE C650
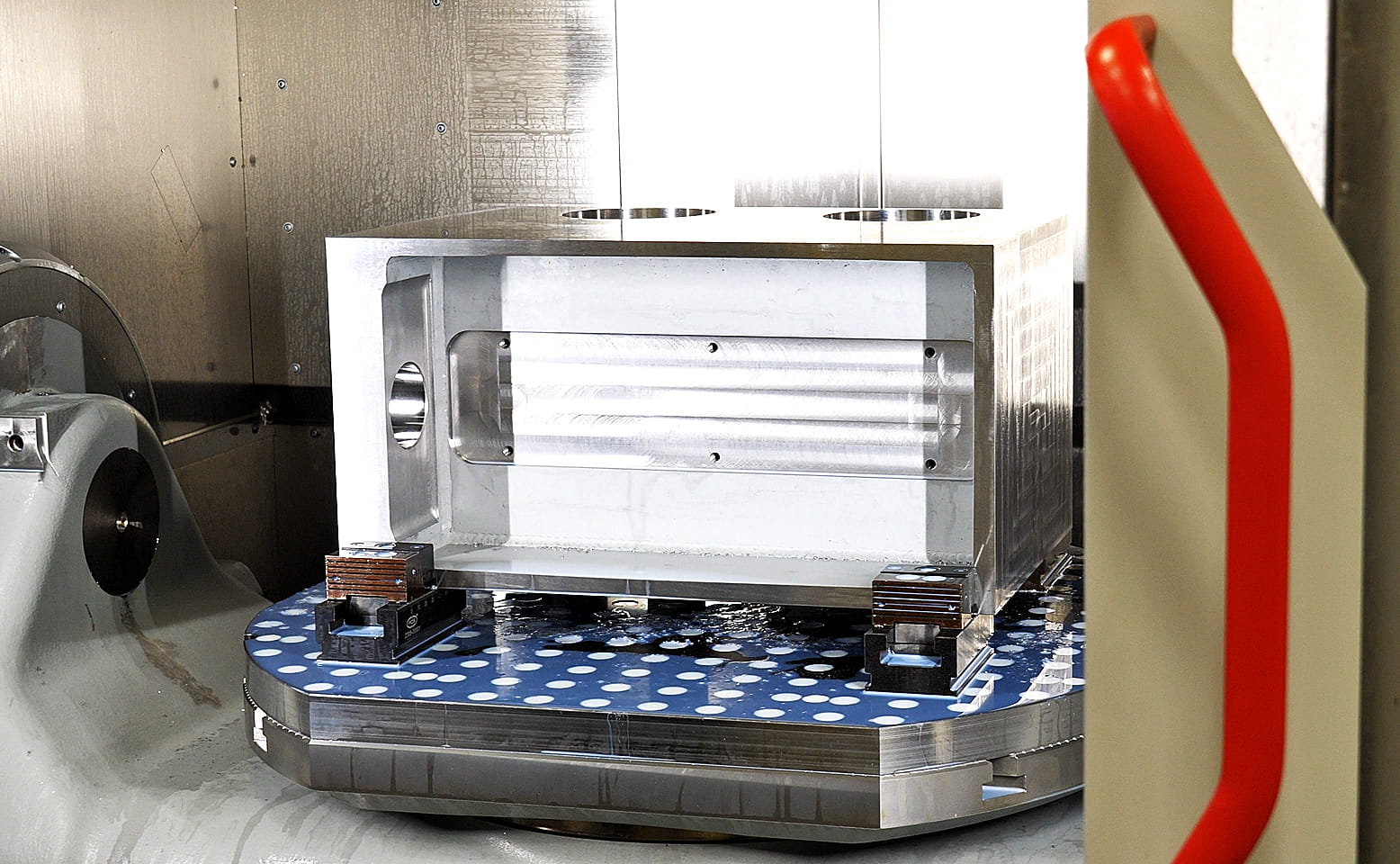
BOÎTIER DE BOÎTE DE VITESSES SUR FRAISEUSE À 5 AXES HERMLE C650
De plus, plutôt que d'attendre l'arrivée de la nouvelle machine 5 axes HERMLE C650, Enmark a commencé à se préparer tôt en installant hyperMILL et en effectuant un mois de tests de R&D et de catalogage des pièces. Cette mise en œuvre précoce a donné à l'équipe de programmation le temps de se former, de construire des modèles de fixations et de rehausses, et de développer à l'avance des stratégies de trajectoires d'outils. Au moment où la machine a été installée, l'équipe était déjà à l'aise avec hyperMILL et parfaitement prête à démarrer la production.
« Nos programmeurs n'avaient jamais utilisé hyperMILL auparavant, mais après seulement deux jours de formation en interne, ils l'ont pris en main naturellement », explique Michael Cox, co-directeur de l'usine.
La structure et la flexibilité d'hyperMILL ont facilité la création de parcours d'outils avancés sans nécessiter des semaines d'essais et d'erreurs, rendant la transition vers le nouveau logiciel de FAO incroyablement fluide. Le flux de travail du système hyperMILL correspondait à la manière dont Enmark abordait la préparation des pièces et a permis aux programmeurs de commencer à générer du code prêt pour la production presque immédiatement.
Plus important encore, hyperMILL a permis à Enmark d'obtenir des résultats mesurables, à commencer par une réduction significative du temps de programmation et du cycle machine. Par exemple, la programmation d'une pièce qui prenait 200 heures avec leur ancien logiciel de FAO ne prend désormais plus que 50 heures, soit une réduction de 75 % du temps de programmation et de 25 % du temps d'usinage. Ils ont également réussi à réduire le nombre de parcours d'outils de 450 à environ 130, explique Michael Cox.
Les gains de temps ont été immédiatement visibles
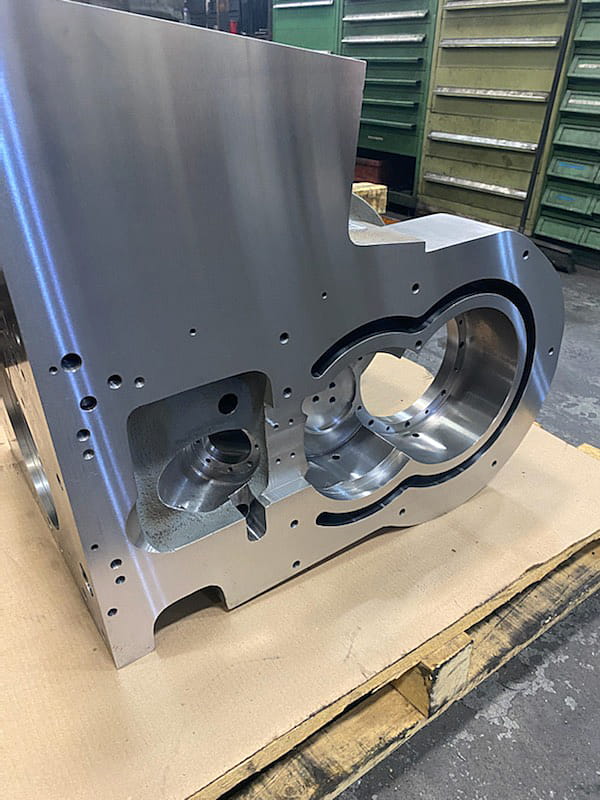
La première pièce programmée dans hyperMILL était un boîtier complexe, et le gain de temps a été immédiatement visible. Le logiciel a apporté à Enmark un nouveau niveau de contrôle et de clarté dans la programmation, contribuant à simplifier des tâches auparavant fastidieuses et à renforcer la confiance dans le processus d'usinage. Par rapport à son ancien système de FAO, les parcours d'outils 3D d'hyperMILL se sont avérés plus efficaces, plus sûrs grâce à la vérification de l'anti collision, plus faciles à programmer et entièrement modifiables. Les résultats étaient toujours précis, avec des résultats prévisibles à chaque fois. En revanche, l'ancien logiciel se comportait souvent de manière imprévisible, où même un petit changement pouvait modifier complètement le parcours d'outil. Avec hyperMILL, la vérification précise et rapide des parcours d'outils est devenue la norme, garantissant à la fois la rapidité et la fiabilité de la production.
Le nouveau logiciel n'a pas seulement aidé l'entreprise à améliorer son efficacité, il a également changé la façon dont Enmark planifiait ses futurs travaux. Grâce à des résultats encourageants dès le début et à un nombre croissant de pièces adaptées aux flux de travail 5 axes, Enmark a rapidement pris la décision d'acheter une licence hyperMILL supplémentaire.
En investissant tôt dans le système de FAO, en se préparant avant la livraison des machines et en renforçant la confiance interne grâce à la formation et aux premiers résultats, Enmark s'est donné les moyens de réussir dans l'usinage 5 axes. hyperMILL a fourni la puissance de programmation nécessaire, sans aucun ralentissement pendant la transition vers le 5 axes.
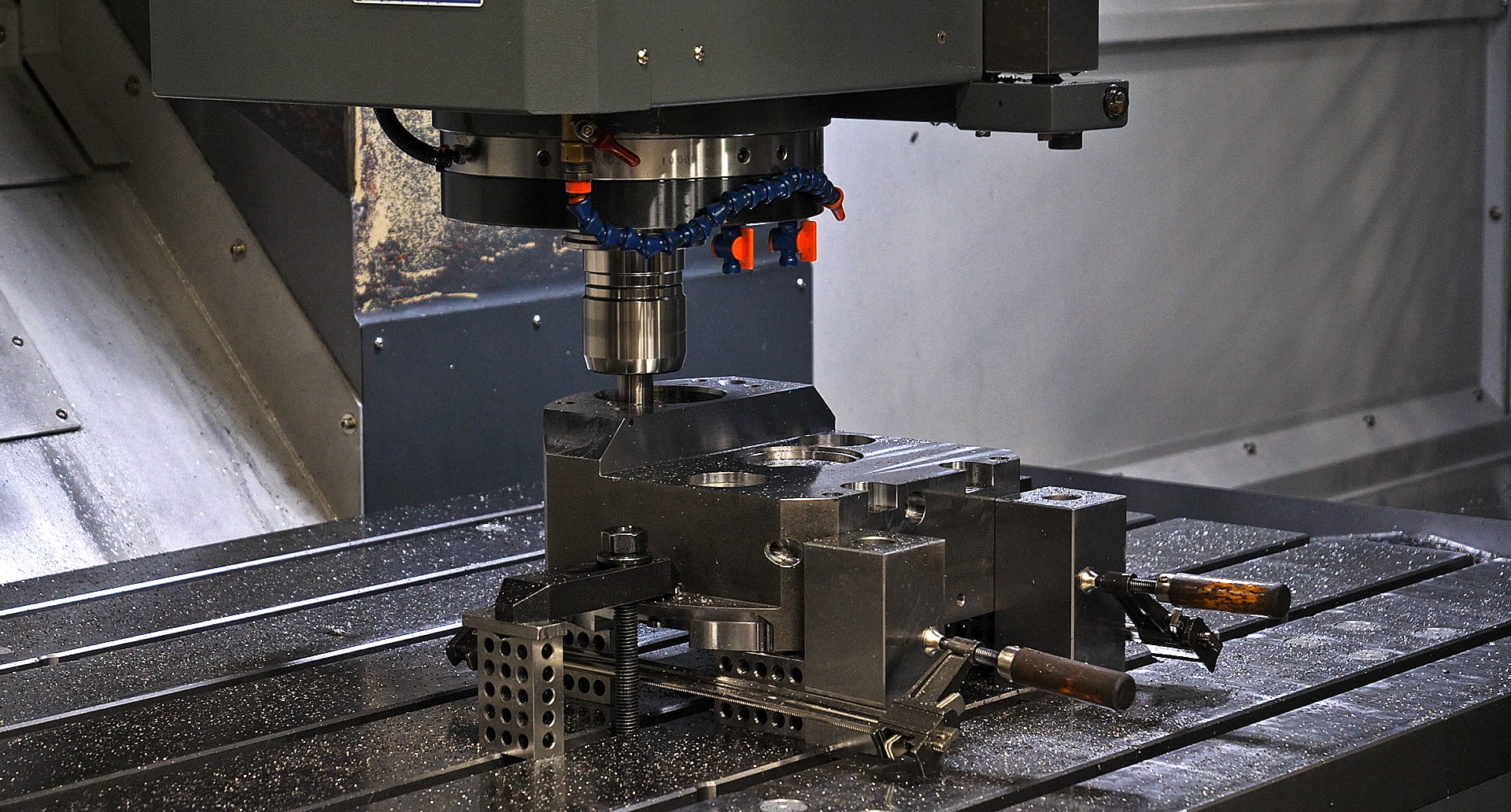
TÊTE À 4 AXES POUR UN FABRICANT DE MACHINES NORD-AMÉRICAIN. Les pièces complexes sont programmées efficacement avec hyperMILL afin de respecter des tolérances strictes.
Source : Enmark
Où en est votre FAO aujourd'hui ?
Redéfinissez vos processus de fabrication avec hyperMILL.
Nos experts sont à votre disposition.
Confiance dans l'usinage grâce à l'usinage VIRTUAL
hyperMILL VIRTUAL Machining (VM) a joué un rôle crucial en permettant à Enmark de programmer et d'usiner en toute confiance des pièces complexes avec précision et en toute sécurité. L'environnement de machine virtuelle intégré d'hyperMILL permet à Enmark de simuler le comportement réel de la machine avec une cinématique et une logique de post-processeur exactes. Cela garantit que ce qui est programmé à l'écran se comporte de manière identique sur la machine, ce qui est idéal en raison de la haute précision des pièces programmées par Enmark. Selon Chris, hyperMILL VIRTUAL Machining lui permet, ainsi qu'à son équipe, de programmer l'ensemble de la pièce avec un minimum de modifications une fois qu'elle arrive sur la machine, la plupart des ajustements visant uniquement à améliorer l'efficacité du parcours d'outil. Au départ, cette fonctionnalité a permis aux programmeurs d'Enmark de se familiariser rapidement avec le logiciel et a renforcé leur confiance dans l'usinage de composants complexes. Dans un secteur où la courbe d'apprentissage peut souvent être longue et difficile, cet avantage était significatif. Enmark a pu commencer à produire des pièces dès la réception de la machine, évitant ainsi les retards et maintenant sa productivité.
« hyperMILL VIRTUAL Machining a eu un impact majeur sur la façon dont nous traitons les composants à tolérance serrée », explique M. Cox. « Il nous aide dans tous les domaines : configuration, devis, programmation. Nous importons des éléments de fixation ou des étaux, calculons les parcours d'outils et effectuons des ajustements sans avoir à redémarrer l'ensemble du processus. »
Pour Enmark, qui se spécialise dans les composants uniques à tolérances serrées, hyperMILL VIRTUAL Machining a éliminé les essais et erreurs généralement associés aux nouvelles configurations d'usinages 5 axes. La possibilité d'importer des éléments de fixation, de simuler la longueur des outils et de valider l'ensemble des séquences avant la découpe a considérablement réduit le risque de collisions entre les outils et d'erreurs de configuration. Elle a également amélioré la précision des devis, car l'équipe peut estimer les temps de cycle et vérifier l'accessibilité avant de procéder à la découpe sur la machine.
L'impact a été particulièrement évident lors de l'utilisation de composants de machines de rechange, tels qu'une tête à 90 degrés. L'environnement de machine virtuelle personnalisé d'hyperMILL a permis à l'équipe de programmer des fonctions angulaires complexes sans avoir à écrire de code NC manuel ni à se soucier de la compatibilité avec les cycles de la machine. Confiant dans la précision de la simulation, Enmark a pu effectuer des quarts de travail sans surveillance, sachant que le code NC avait été validé à l'avance.
« L'Optimizer [permet] à la table de pivoter et de s'incliner automatiquement. Nous avons même percé des trous en dehors de la limite de l'axe Y, le tout dans un seul programme », explique Michael. « Si la VM indique que le programme est bon, notre opérateur appuie sur le bouton vert et rentre chez lui. Le lendemain matin, les pièces sont terminées. »
La nécessité de disposer de cette fonctionnalité est apparue clairement dès le début d'un tout premier travail sur une pièce de grande taille pour la Hermle C650, qui dépassait les limites de déplacement de la machine. Le travail consistait à percer des trous sur le diamètre extérieur et à usiner des éléments au-delà de la course de l'axe Y. En exécutant le programme via Optimizer, hyperMILL calcule automatiquement les rotations et inclinaisons sûres de la table afin d'atteindre ces zones sans dépasser la course de la machine. Cela élimine le besoin d'une approche de programmation complexe ou de chemins de retour, permettant à Enmark de réaliser l'ensemble du travail en un seul programme. Il en a résulté un gain de temps considérable en termes de programmation et une configuration d'usinage qui permet de traiter les pièces surdimensionnées de manière efficace et sûre.
Dans l'ensemble, hyperMILL VIRTUAL Machining a fourni à Enmark les outils nécessaires pour se lancer dans des travaux complexes à 5 axes avec précision, prévisibilité et tranquillité d'esprit.

TÊTE À 5 AXES POUR UN FABRICANT DE MACHINES-OUTILS NORD-AMÉRICAIN. L'optimiseur d'usinage hyperMILL VIRTUAL permet de faire pivoter et d'incliner automatiquement la table pour usiner des trous précis.
Source : Enmark
Des stratégies simples et puissantes qui ouvrent de nouvelles perspectives commerciales
Le passage à hyperMILL a ouvert de nouvelles perspectives à Enmark. L'équipe utilise fréquemment des stratégies de parcours d'outils avancées telles que l'usinage 5 axes Halfpipe, qui offre de nouvelles possibilités pour remporter de nouveaux marchés.
« Cela nous permet de traiter des pièces que nous ne pouvions pas usiner auparavant », explique Michael. « Nous sommes désormais présents sur des marchés que nous évitions auparavant parce que nous n'étions pas compétitifs. »
Chris apprécie également l'interface intuitive et le contrôle offerts par le logiciel : « J'adore pouvoir créer des surfaces à l'aide de limites plutôt que d'essayer de dessiner une boîte de confinement. C'est incroyablement puissant pour le mélange et le réusinage. » Même les opérations de fraisage 2D et 3D dépassent les attentes.
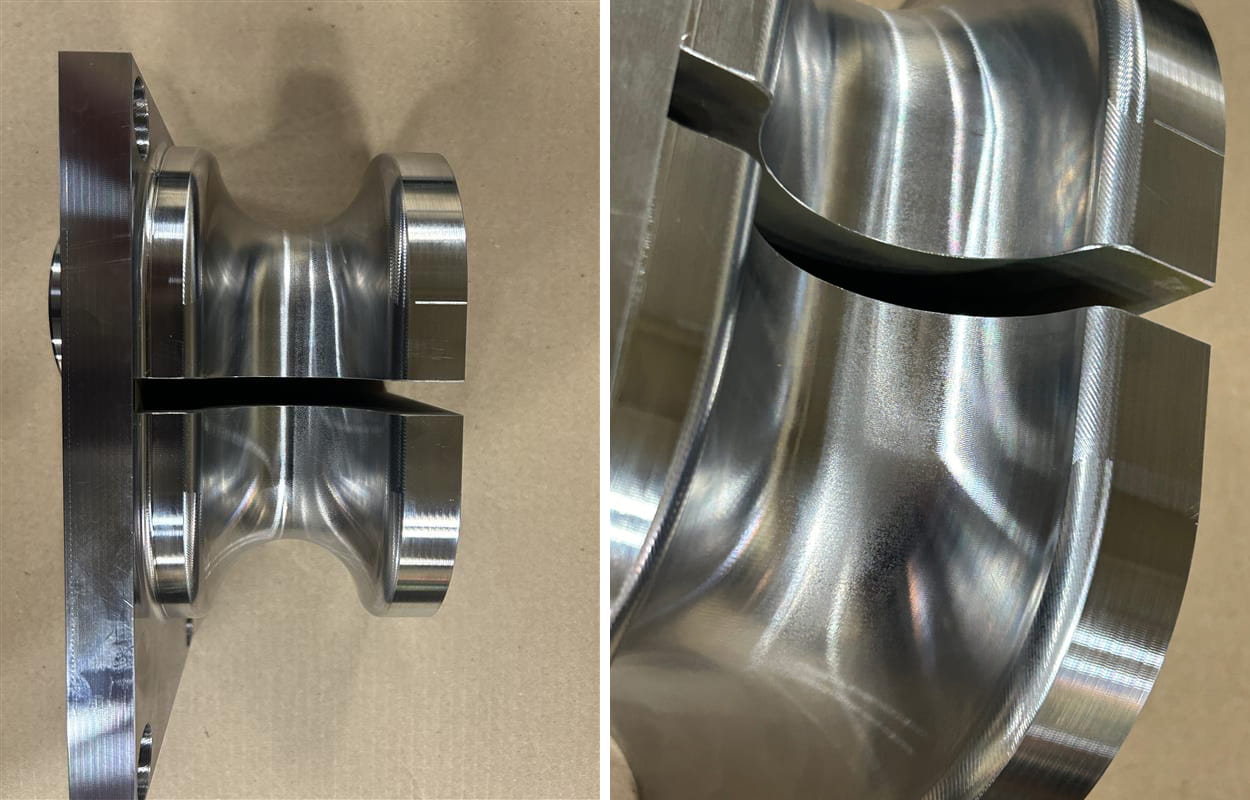
hyperMILL 5-AXIS HALF PIPE STRATEGY utilisé pour programmer efficacement une matrice de cintrage de tubes.
Source : Enmark
« Les capacités du logiciel sont phénoménales. Le fraisage 2D est beaucoup plus facile que nous ne l'avions prévu, et la superbe finition de surface parle d'elle-même », ajoute M. Cox. L'équipe a également créé une bibliothèque de fixations personnalisées dans hyperMILL, ce qui permet de copier-coller des parcours d'outils et des données CAO entre les tâches et les zones de travail.
« Nous gagnons des heures sur les réglages répétitifs. » Les tâches simples ne prennent désormais que 20 minutes et les tâches plus complexes permettent de gagner 3 à 4 heures. Je peux transférer tout ce dont j'ai besoin (parcours d'outils, fixations, dispositifs de serrage) d'une tâche à l'autre en quelques secondes », ajoute Chris.
Le partenaire idéal pour la croissance
Derrière le logiciel hyperMILL se cache une équipe d'assistance qui, selon Enmark, fait vraiment la différence.
« L'assistance d'OPEN MIND est formidable. Nous obtenons des réponses immédiates et souvent plusieurs options pour résoudre un problème », explique Michael.
Auparavant, les programmeurs recouraient souvent à des stratégies 3+2 comme solution de contournement, sachant qu'il existait probablement une meilleure solution 5 axes, mais n'ayant pas le temps de la trouver. Chris a pu simplement envoyer un fichier SHOP Viewer (fichier en lecture seule contenant les parcours d'outils et les données de processus pour examen et simulation dans l'atelier) directement à l'équipe d'assistance, qui a rapidement répondu. « Ils répondent parfois dans la journée avec une meilleure option », explique Chris. « Les commentaires comprennent des trajectoires d'outils optimisées et de meilleures stratégies de programmation. » Ce niveau d'assistance a aidé Enmark à passer de stratégies limitées et chronophages à des trajectoires d'outils 5 axes efficaces qui offrent de meilleurs résultats avec moins d'efforts de programmation.
Résultats : une amélioration de 60 % du temps de programmation, une réduction des rebuts et une plus grande confiance à chaque étape de la production. « Avant, les opérateurs avaient besoin de dix heures par programme, et maintenant nous pouvons le faire en trois heures », ajoute Michael.
De plus, hyperMILL a considérablement amélioré la qualité des pièces grâce à la détection des collisions et à la création de parcours d'outils nettement plus propres. La détection des collisions est cruciale pour les composants de grande taille (et complexes) fabriqués par Enmark. « Nous n'avons pas eu un seul accident de machine depuis que nous avons hyperMILL », note Chris.
hyperMILL a réduit le temps de programmation d'au moins 60 %, a permis de réduire les rebuts et a donné à Enmark une grande confiance à chaque étape.
Source : Enmark

Guide des matériaux composites 5 axes
Source : Enmark
Les pièces qui sortent de la machine sont désormais 100 % complètes. Auparavant, même sur les machines CNC, de nombreux composants nécessitaient un meulage secondaire pour obtenir la finition souhaitée. Grâce aux capacités d'usinage de haute précision d'hyperMILL, Enmark a pu supprimer l'étape de meulage. « Nous avons obtenu une finition de surface de rectification fine de 13 Ra sans aucune rectification au gabarit », explique Marty Dobson, responsable du contrôle qualité. Cela a été rendu possible grâce à la fonctionnalité FAO sophistiquée d'hyperMILL, qui génère des parcours d'outils avec une résolution extrêmement fine, permettant d'obtenir des finitions de surface exceptionnelles directement à partir du processus de fraisage.
Alors qu'Enmark continue de soutenir certaines des industries les plus exigeantes, notamment la fabrication de composants pour les machines CNC elles-mêmes, hyperMILL est devenu un élément central de la réussite de l'entreprise. À l'avenir, Enmark prévoit d'étendre l'utilisation d'hyperMILL à toutes ses opérations d'usinage, afin d'améliorer encore ses capacités et de renforcer son avantage concurrentiel.

Vue du laboratoire qualité d'Enmark – Enmark indique que les pièces sortant de la machine sont désormais complètes à 100 %.

INSPECTION CMM D'UN COMPOSANT DE PRESSE DE FORMAGE - grâce à la détection des collisions et à des parcours d'outils nettement plus propres, hyperMILL a considérablement amélioré la qualité des pièces
Chris Mikolaczyk, d'Enmark, explique comment hyperMILL et Virtual Machining ont contribué à accélérer leur passage à l'usinage 5 axes. Avant même l'arrivée de la machine, les tâches étaient entièrement programmées et testées.
Aujourd'hui, Enmark bénéficie d'une simulation fiable du code CN, de flux de travail réutilisables et d'une sécurité de processus élevée, sans aucun crash machine.
Chris Mikolaczyk, programmeur en chef chez Enmark Tool & Gage, a plus de 25 ans d'expérience dans l'usinage CNC et 15 ans d'expertise en programmation FAO. Après seulement deux jours de formation interne avec OPEN MIND, Chris est rapidement passé à hyperMILL, qu'il a trouvé beaucoup plus intuitif et axé sur les surfaces que les systèmes FAO basés sur des lignes et des courbes qu'il avait utilisés auparavant.
En moins d'un an, il a maîtrisé le logiciel et programmé des pièces complexes à 5 axes qui ont aidé Enmark à gagner de nouveaux clients et à rester compétitif. Chris souligne comment l'usinage VIRTUAL d'hyperMILL a permis à l'équipe de simuler les mouvements réels de la machine avant même l'arrivée de leurs centres d'usinage 5 axes HERMLE C650, ce qui a permis de démarrer immédiatement la production sans temps d'arrêt. Il salue également le soutien réactif d'OPEN MIND, qui a fourni des stratégies plus rapides et de meilleures approches de programmation, permettant ainsi de réduire considérablement le temps de programmation et d'augmenter la productivité dans l'atelier.