Syncing 5-Axis CAM and Machining Strategies Saves Time, Improves Quality
Evans and Little Enterprises, North Momentum Manufacturing Group | U.S. Northeast
Key Takeaway
Momentum Manufacturing Group has transformed its machining operations by standardizing on hyperMILL® CAD/CAM, enabling a powerful synergy between facilities—Little Enterprises North and Evans—that share tooling strategies, CAM know-how, and best practices.
This alignment has allowed MMG to tackle highly complex semiconductor and medical parts with large 5-axis machines, steep geometric challenges, and tight tolerances, while significantly reducing machining times and accelerating programming.
The result is more capacity, higher quality, and greater efficiency across all their U.S. Northeast operations, enabling faster delivery and better competitiveness.
With a skilled workforce of over 850 employees spanning 14 manufacturing facilities totaling more than 850,000 sq. ft. across the U.S. Northeast, communication and collaboration are key within the Momentum Manufacturing Group (MMG). MMG (formerly named NSA Industries) is a leading manufacturer partner to OEMs and product manufacturers, offering a full suite of in-house metal manufacturing and value-added capabilities across a range of markets including semiconductor, medical, robotics, aerospace and defense. The company continually invests in new technology, machines, automation, and aluminum extrusion capabilities, to meet the needs of its diverse customers and is ISO certified for consistent practices. The largest metal manufacturing company in the U.S. Northeast, MMG machines a range of parts from complex assemblies to large format components, and is vertically integrated from raw materials to post machining processes.
“hyperMILL® saves at least 25% of programming time, and machining time has been reduced from 12.5 hours to about six.”
Dan Golomb, Chief Technology Officer and Mechanical Engineer at Evans Industries
MMG acquired two of its divisions in 2022 including Little Enterprises North (Whitefield, Maine) which has been focusing on smaller parts production in the 1990’s. Evans Industries (Topsfield, Massachusetts) got its start in the semiconductor industry in 1965 and has typically been involved with larger format chamber parts.
Evans has 3-and 4-Axis machines, but 5-Axis is its mainstay. Dan Golomb, Chief Technology Officer and Mechanical Engineer at Evans has been with the company for fourteen years and during this time he has seen their fleet of 5-Axis machine tools expand, beginning with smaller DMG machines and now adding larger, more powerful DMG machines increasingly equipped with automated pallet changers, capable of machining huge parts in only one or two operations.
“The largest DMG has 82" x 82" travel,” Golomb said.

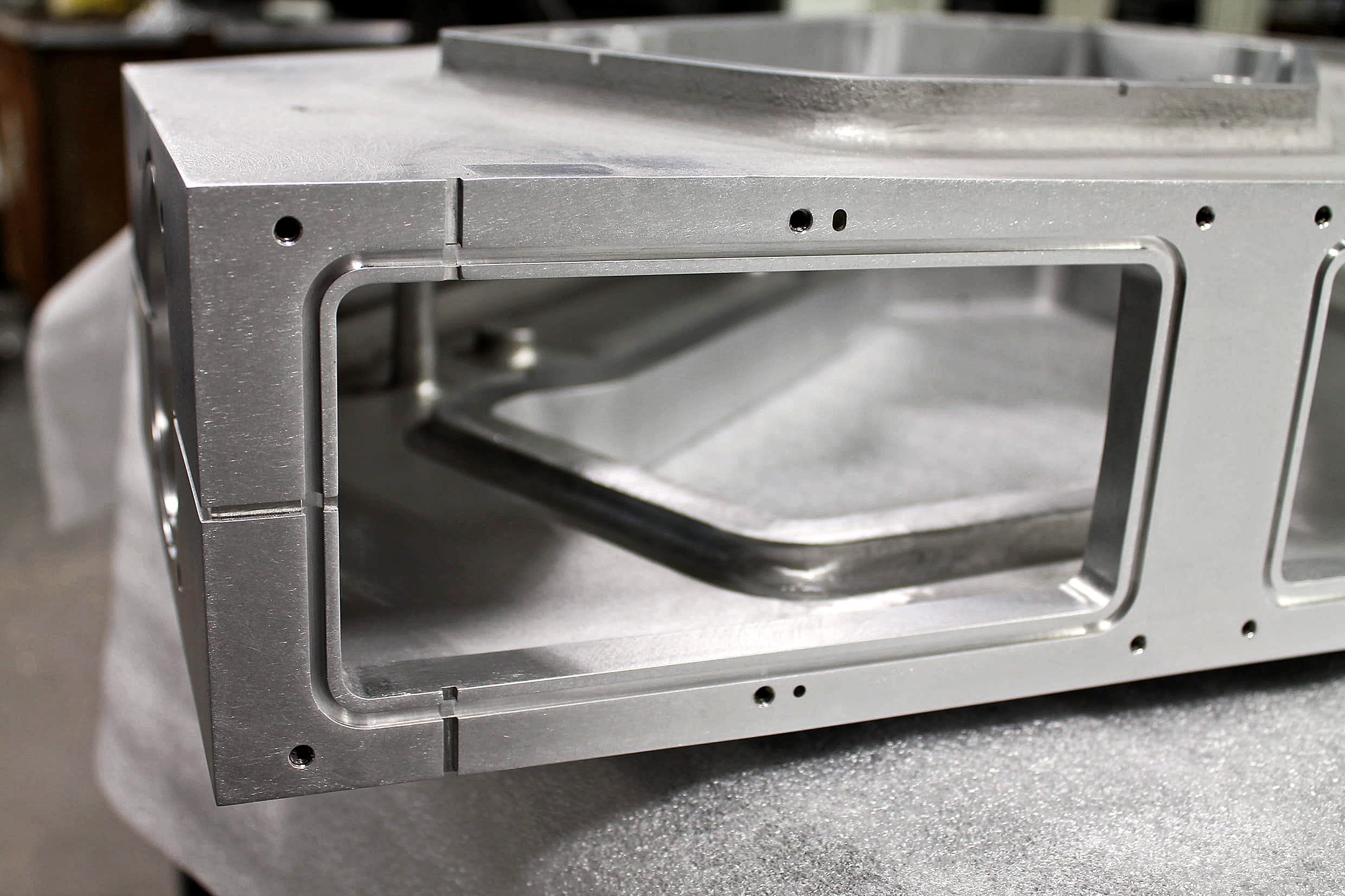
The powerful, large DMG 5-Axis machine with efficient strategies from hyperMILL® CAM software reduces machining time by approximately 50% compared with the previous machine and software.
Photo is courtesy of Little Enterprises North and Evans.
For the past five years or so, Evans has seen overall company growth at 30% year over year. Golomb said, "Demand spiked particularly in the semiconductor and telecommunications industries, and it continues to go through the roof."
In its operations, for over 20 years, Little Enterprises North has been successful with automated 5-Axis milling and turning technology, incorporating pallet changers and closed loop programming. The company runs two shifts and over the weekend. “We don’t stop machining when we leave. We have a long running job setup on a Mazak machine with six pallets to achieve 36 hours of unattended machining,” said Nick Anastasio, Senior Manufacturing Engineer/General Manager, Little Enterprises North.
After MMG acquired the companies, Little Enterprises North and Evans are exemplifying how a synergistic approach to making parts by sharing and aligning manufacturing know-how and CAM and tooling strategies is significantly increasing programming ability, machining productivity and part quality. Part of this success is due to using the hyperMILL® CAD/CAM software suite from OPEN MIND Technologies (North American headquarters in Needham, MA U.S.A.). hyperMILL® is a completely modular CAD/CAM solution that provides state-of-the-art CAM technologies on its own CAD platform ranging from 2.5D, 3D and 5-axis machining as well as turning strategies and solutions for additive manufacturing, HSC and HPC machining.
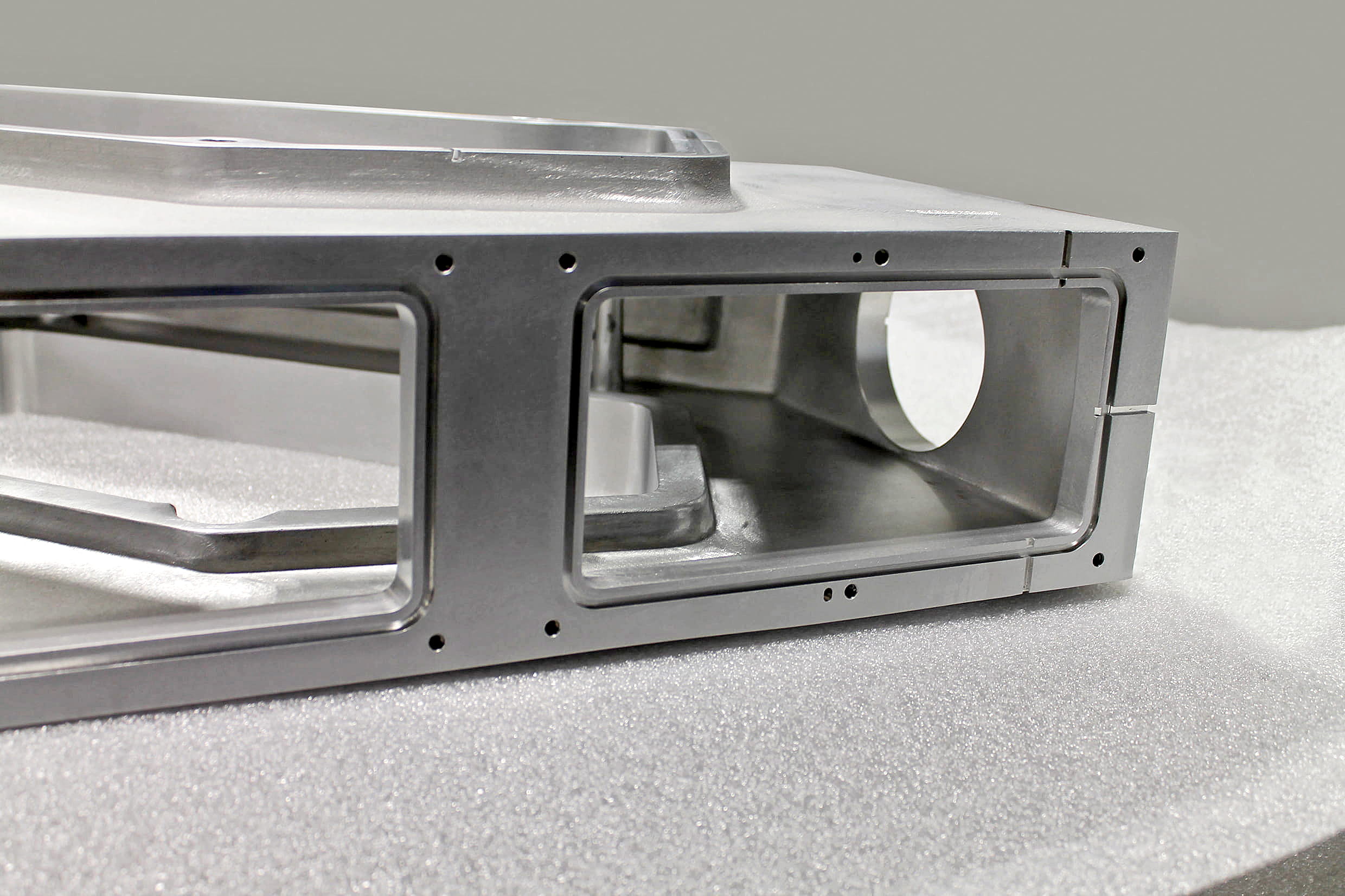
Little Enterprises North and Evans are producing semiconductor parts that have complex dimensioning where surface profiles are perpendicular to the position flatness.
Photos are courtesy of Little Enterprises North and Evans.
Setting the Stage for CAM Collaboration
Anastasio, who is well versed in hyperMILL® CAM programming said, “I first became experienced with hyperMILL® as an engineer with a different company where I selected hyperMILL® due to its strength with conical barrel cutting (a.k.a. circle segment machining) for milling aerospace structural components.” Anastasio continued, “So of course, it was a natural decision to bring hyperMILL® to Little Enterprises North when I came onboard.”
Conical barrel cutting is an innovative milling strategy pioneered by OPEN MIND Technologies. EMUGE-FRANKEN (with North American headquarters in West Boylston, MA) collaborated with OPEN MIND and was the first to develop and offer conical barrel tools which they named as “Circle Segment” end mills. A superb surface finish quality is achieved with Circle Segment end mills by mapping only a part of the circle (a circle segment) on the end mill. This end mill design features unique forms with large profile radii in the cutting area of the end mills to enable large stepovers that cut wider swaths of material enabling fewer tool passes, dramatically reducing cycle times while maximizing tool life, efficiency, and minimizing the number of cusps. The large stepover produces higher cutting forces than standard ball nose cutters due to the large radii on both the face and radial cutting edges of the tool.
Struggling to meet tight deadlines?
Speed up your production and achieve high-quality results on time, every time. Fill out the form to get started.
Using an EMUGE-FRANKEN Circle Segment end mill (conical barrel cutter) and hyperMILL® to finish a deep pocket is highly efficient and reduces cycle times up to 90%.
Meanwhile at Evans, hyperMILL® was also in the mix. After reading a metalworking industry magazine article about conical barrel cutting technology several years ago, company owner Ken Evans, went to his programmers to see how they could take advantage of this innovative CAM and milling solutions to reduce cycle time and improve surface finishes when machining an aluminum box for a semiconductor application.
However, when they first tried making some tests cuts on an older machining center using CAM software that did not offer the right strategies or post processing support for conical barrel cutting, the results were disappointing. About a year passed when Ken read another industry trade article about conical barrel cutting. He went back to his team to encourage them to try again. This time they reached out to Ernie Dickieson, Technical Sales at OPEN MIND Technologies (Needham, MA U.S.A.) to help them with the proper machine setup using hyperMILL® and EMUGE-FRANKEN Circle Segment cutters creating clean, efficient tool paths and providing the required post processing support. Since that time, hyperMILL® has been the go-to at Evans for 5-Axis applications.
Achieving Synergy for Optimal Efficiency
Both Anastasio and Golomb agree that it was vital they synchronize projects and knowledge to maximize efficiency for the MMG organization and its customers. When a new job comes in, Little Enterprises North and Evans evaluate the type of work to see which facility it makes most sense to handle the work based on familiarity and experience with the type of part. “We have become a melting pot for processing which promotes best practices,” said Golomb. Anastasio added that it also helps that they get along very well, “We communicate daily.”
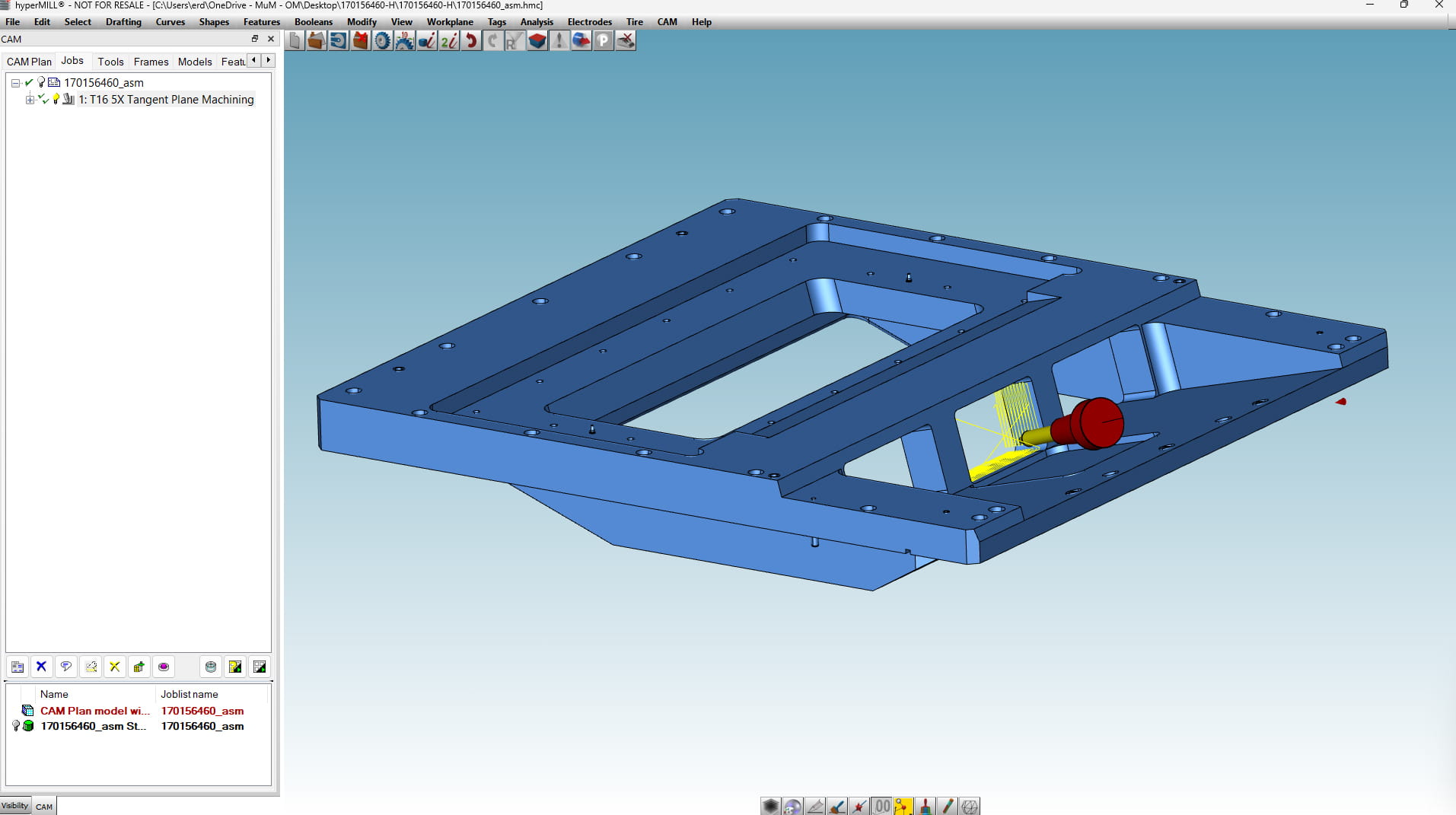
With both Little Enterprises North and Evans using hyperMILL®, the stage has been set for big productivity gains. Golomb commented that there are many benefits to using hyperMILL® including being able to program at a higher level, “Programming is straightforward, easy and fast – the software is intuitive and expedites programming by automatically identifying where the part is within machine travel limits, and streamlining processes such as 3 plus 2, 5-axis simultaneous, optimized roughing, simulation and more. Having our team trained with using the same software saves at least 25% of programming time, and machining time has been cut in half due to hyperMILL® efficiencies.” For example, in one of the first jobs where Evans used hyperMILL®, machining time was reduced from 12 ½ hours to about six.
Anastasio echoes Golomb and adds that he has seen 50-60% machining time savings when using hyperMILL® integrated with SolidWorks. “After creating the stock and modeling the fixture, I leverage the tool database for a working definition of the tools. The overall programming process is very user friendly and I know how far off center I can be and yet still be within the travel of the machine. I would estimate I save 30-40% of programming time on the front end and realize significant cycle time reductions, yielding much better parts. “
Anastasio continued, “We also create a lot of additional capacity by moving parts from one facility to another with the opportunity to share expertise and re-program legacy parts in hyperMILL®. We are shedding cycle time and creating capacity for more orders down the road.”
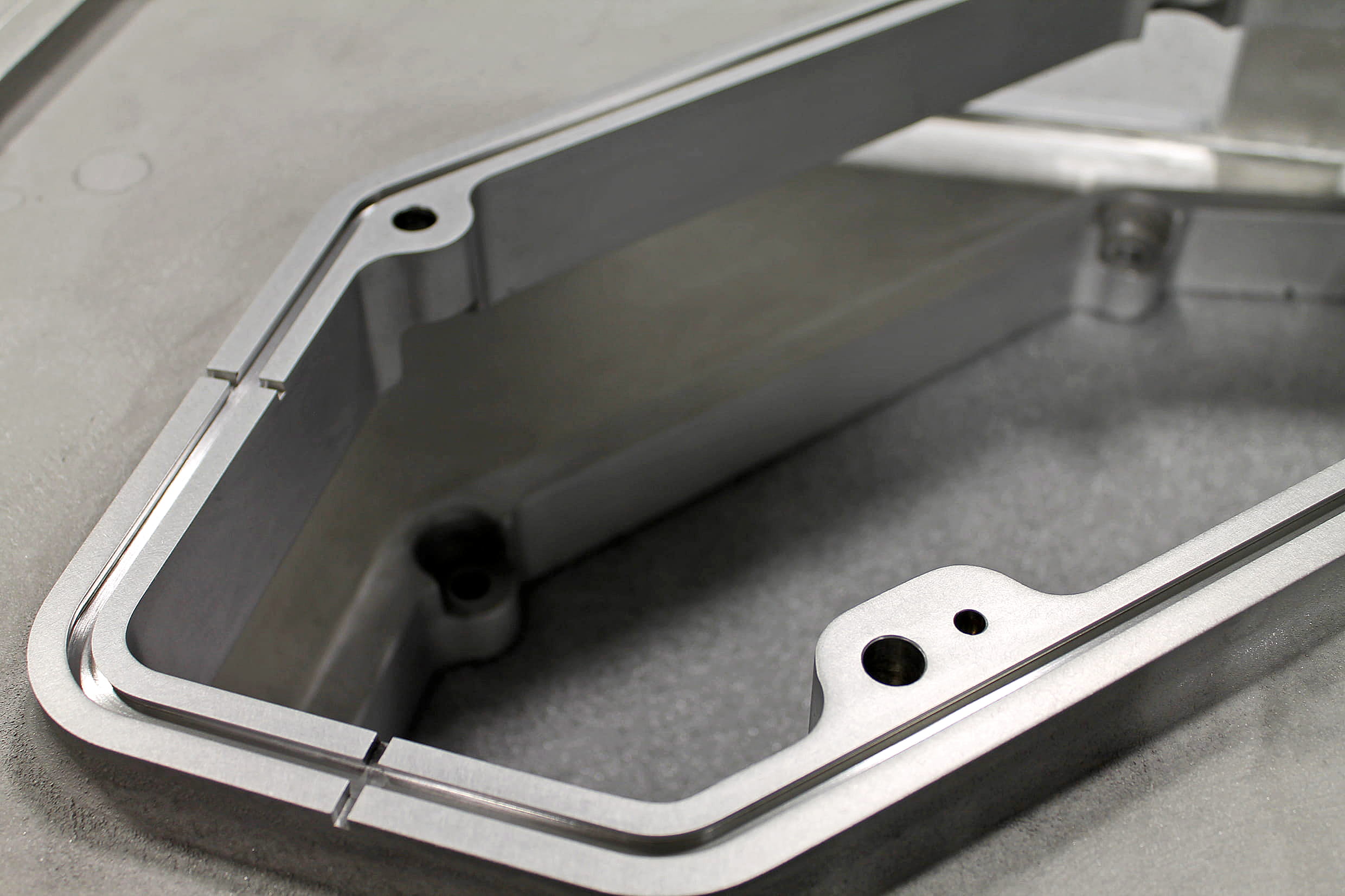
Machining semiconductor parts includes deep pockets with small, hard-to-reach internal corners.
Photo is courtesy of Little Enterprises North and Evans.
Demanding Parts
On average, the semiconductor and medical parts that Little Enterprises North and Evans are manufacturing require an accuracy of +/- .005" and tolerances to +/- three tenths. The parts also have complex geometric dimensioning, surface profiles, perpendicularity, true position, as well as flatness. “We are working with everything from forgings/castings to billets, and machining a lot of deep pockets with small internal corners that are hard to reach, in addition to cross holes and complex surface profiles,” said Anastasio.
One of the semiconductor chambers starts from a 7,000 lb billet and is machined down to 450 lbs. Golomb said, “Using a powerful and large DMG 5-Axis machine with the efficient strategies and toolpaths from hyperMILL®, we were able to reduce the machining time to approximately 13 hours per part compared with 23 hours per part when using an older machine and different software.”
In the case of a medical part which goes into the assembly of a mobile Magnetic Resonance Imaging (MRI) robot system, the machining process starts with two 66" diameter sand castings which are machined to remove approximately 80% of the material and include large surface areas and several holes, providing the interface for interpolating MRI components to the robot base. Previously, Little Enterprises North needed multiple operations to complete the medical part on several vertical machining centers to reach all the holes. Now, one larger 5-Axis machining center supported by hyperMILL® programming and EMUGE-FRANKEN Circle Segment end mills has reduced machining time by 50% to perform the job in one operation.

Medical assembly part is machined in one setup on a large DMG 5-axis machining center.
Photo is courtesy of Little Enterprises North and Evans.
Medical assembly part

Anastasio said, “The medical part has a complex surface with multiple and variable radii that need to blend together. Previously it was taking us 12 ½ hours using ball mills for the application which included accessing deep pockets. Now using Lens and Tapered Circle Segment end mills and hyperMILL® , machining time has been reduced to six hours and the surface finish is excellent.”
Both Evans and Little Enterprises North plan to maintain the synergistic approach when taking on new jobs. It is a strategy that is supported throughout MMG. Continual mind share will surely increase productivity and provide the best quality products for its customers as MMG grows.