Perfecting 5-Axis Machined Parts
Prime Manufacturing | Estacada, Oregon, USA
Manufacturer Relies on CAM Software to Verify, Optimize Toolpaths.
Founded in 2020, Prime Manufacturing (Estacada, Oregon) is headed up by two business partners with extensive manufacturing experience – Jason Baldonado and Nick Murphy. From the start, the company has been successful when taking on primarily high mix, low volume machining work. Beginning with a pair of Swiss machines, Prime added some lathes, Swiss turning centers, and a Heller 5-axis milling machine. Nick had previous experience programming with hyperMILL® from OPEN MIND Technologies so there had been no question what software was needed for the Heller.
“We need to be able to do speedy and accurate work right out of the gate,” said Jason. “As a small shop undertaking quick turn prototype parts, a crash is more than detrimental, it is crippling. We only have one 5-axis machine; the customer needs their parts now and we can’t afford to be down. That’s why everything for the Heller is programed and verified using hyperMILL®.”

Prime Manufacturing’s Nick Murphy and Jason Baldonado
“hyperMILL® VIRTUAL Machining has a full G-Code simulation built right in, it took us to a whole new level of trust.”
Nick Murphy, Vice President of Prime Manufacturing
5-Axis Programming Efficiency
The demand for perfect 5-axis machined parts delivered on time has been intense and growing. Prime states they have a fundamental requirement – minimizing risk. Nick said, “We cannot afford any part imperfections because we are new, growing and still establishing ourselves in the industry.” To some, skipping verification might be tempting to meet tight deadlines, but at Prime that isn’t the case even though they have complex programming needs.
Prime also takes advantage of the 5-Axis Rework and the 5-Axis Finishing Cycles in hyperMILL®. The ability to quickly convert a standard 3-axis move into a 5-axis move, utilizing all the prowess of the Heller, is something they use daily.
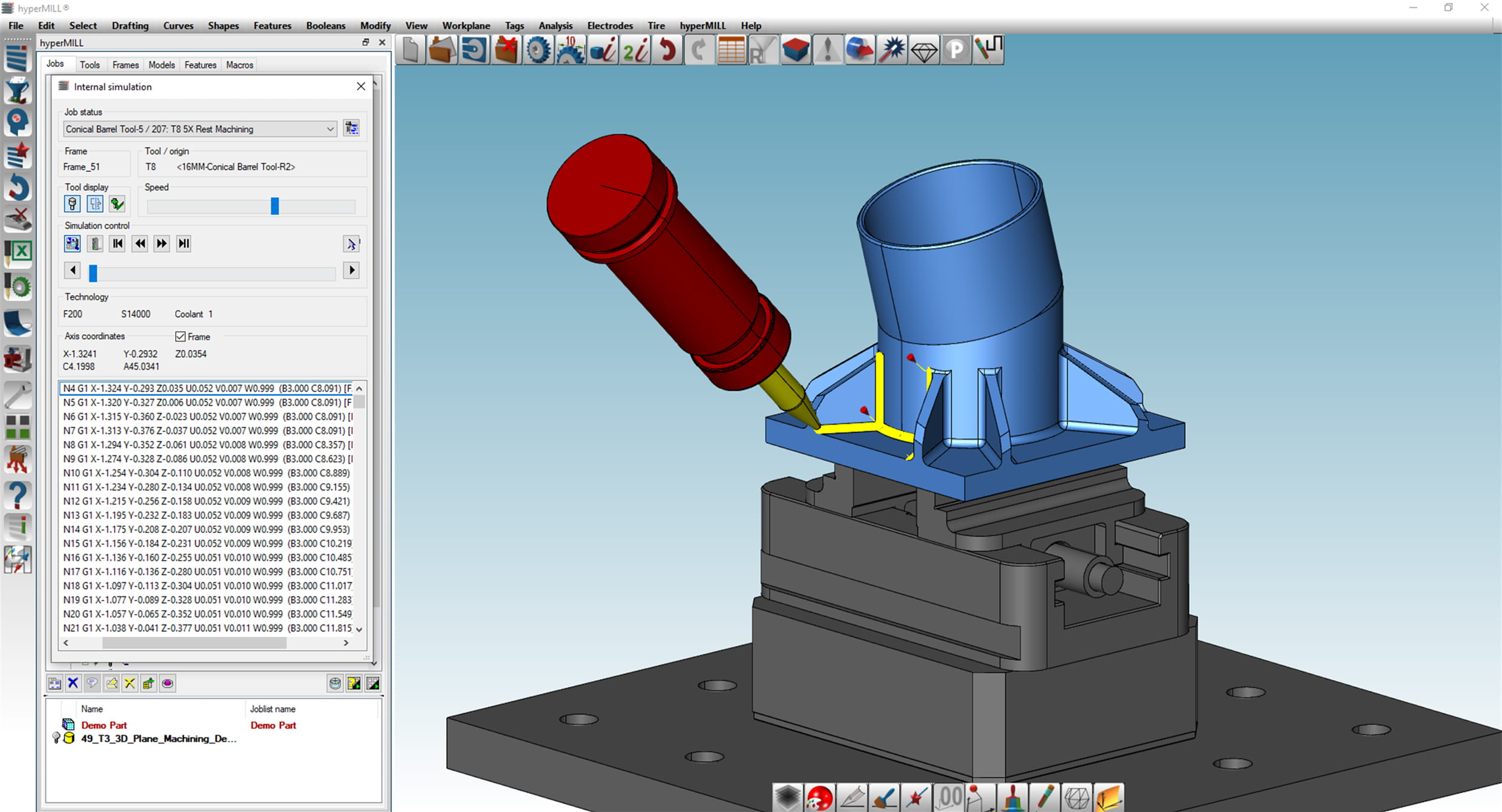
hyperMILL®’s 5-axis Rest Machining provides the automatic calculation of tool tilt angles to eliminate unnecessary machine tool movement. This allows higher feedrates and better surface finish to be achieved, while reducing inputs from the CAM programmer. The tip of a barrel cutting tool has a very sturdy ball end mill.
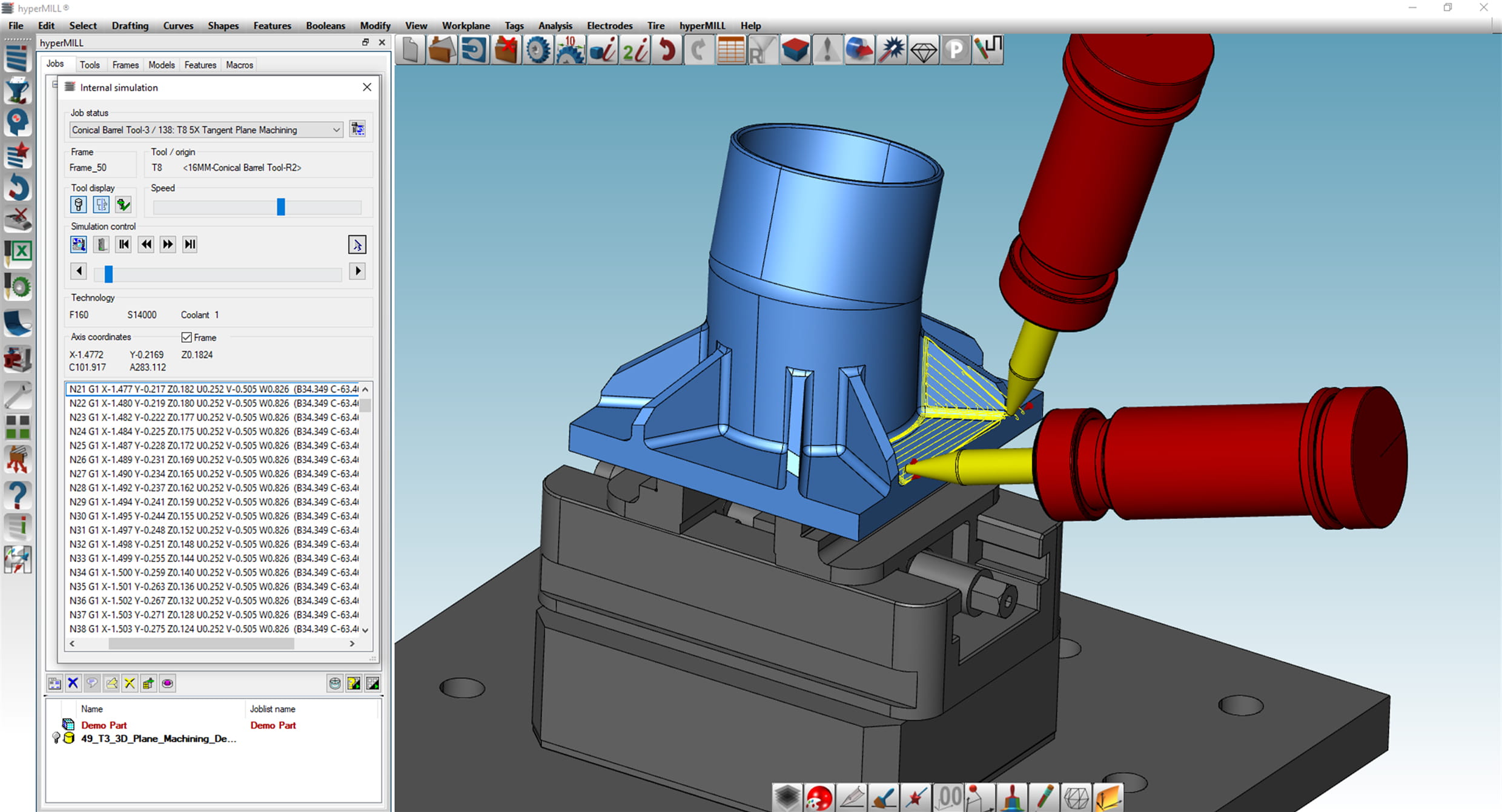
hyperMILL®’s 5-axis Tangent Plane Machining provides intelligent, automated functions ensuring optimal tool orientation and fit. Hard-to-reach areas can be machined with ease. Note that the large radius of this conical barrel cutter (1,000mm) allows for higher tangency between the cutting tool and the workpiece. Machining times can be reduced by 90% when compared to conventional methods using a ball end mill.
Virtual Machining Virtues
hyperMILL® VIRTUAL Machining provides postprocessing, and G-code simulation including a VIRTUAL Machining Optimizer which offers solutions to improve toolpaths that are traditionally calculated in the CAM engine. The Optimizer also incorporates knowledge of the part model, tooling, the toolpath calculation and collision check engine, and the machine tool model with its physical constraints.
“hyperMILL® has great simulation built in,” said Nick. “But when we ordered the Heller, we added in the Virtual Machining Simulation module and NC Optimizer to our OPEN MIND wish list. With full G-Code simulation built right in, it took us to a whole new level of trust. So, for example, if we program a part and the verification comes back with a problem, we can quickly make the edit, and it is all within the hyperMILL® program. No moving between software, it is seamless, and makes the correction throughout. Besides being a time saver, it is also just easier. You can tell they put a lot of effort into maximizing the user experience.”
hyperMILL®’s NC Optimizer is one of those modules that people can’t believe they lived without. Nick said, “I can program with potential over travel. Let’s say I have an inch of over travel, before Optimizer I would have to change the program to fix the over travel, which can add significant program time. I send the program to virtual simulation and hyperMILL® recognizes the over travel and will optimize the code to fix the over travel.”
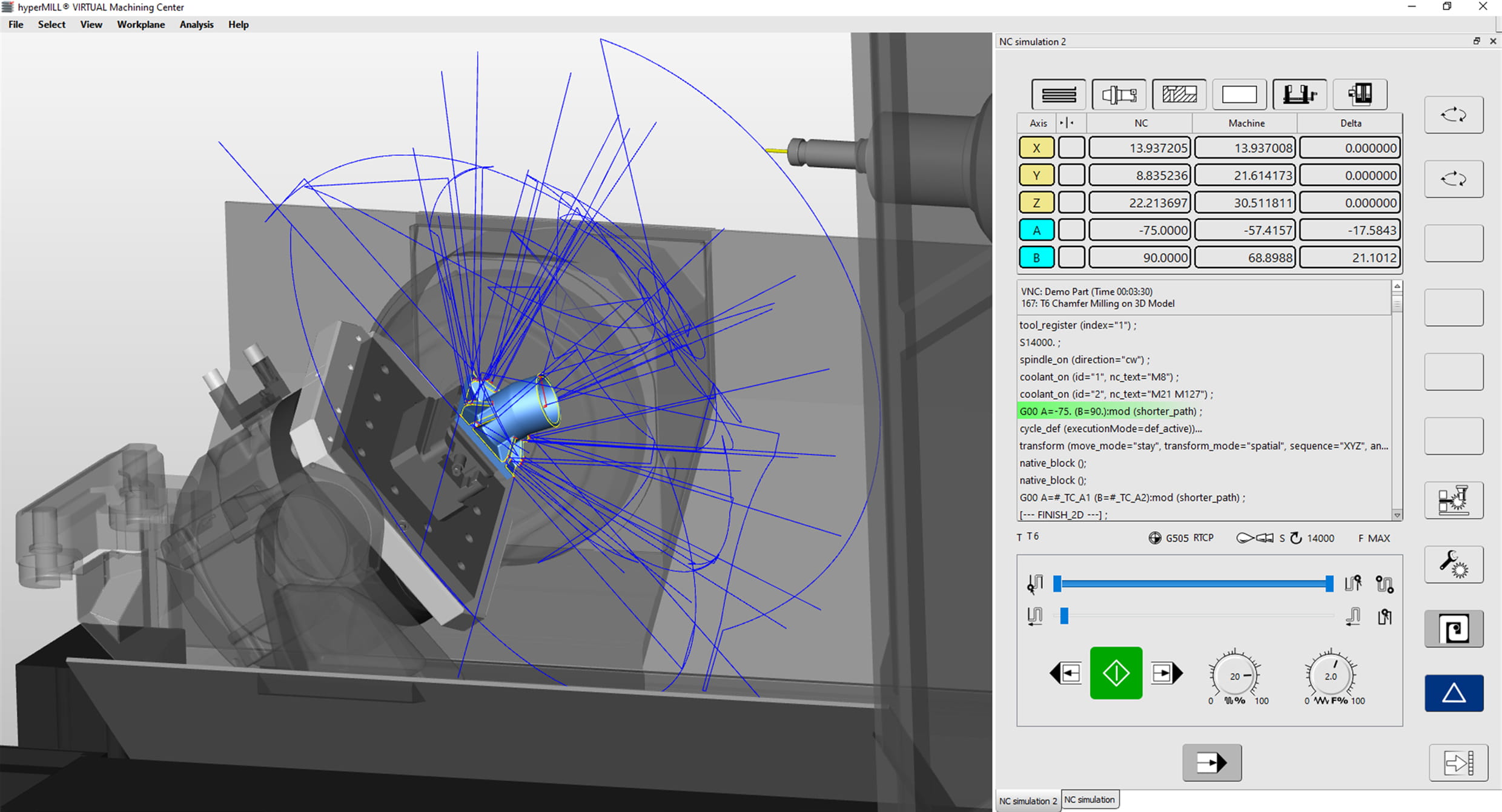
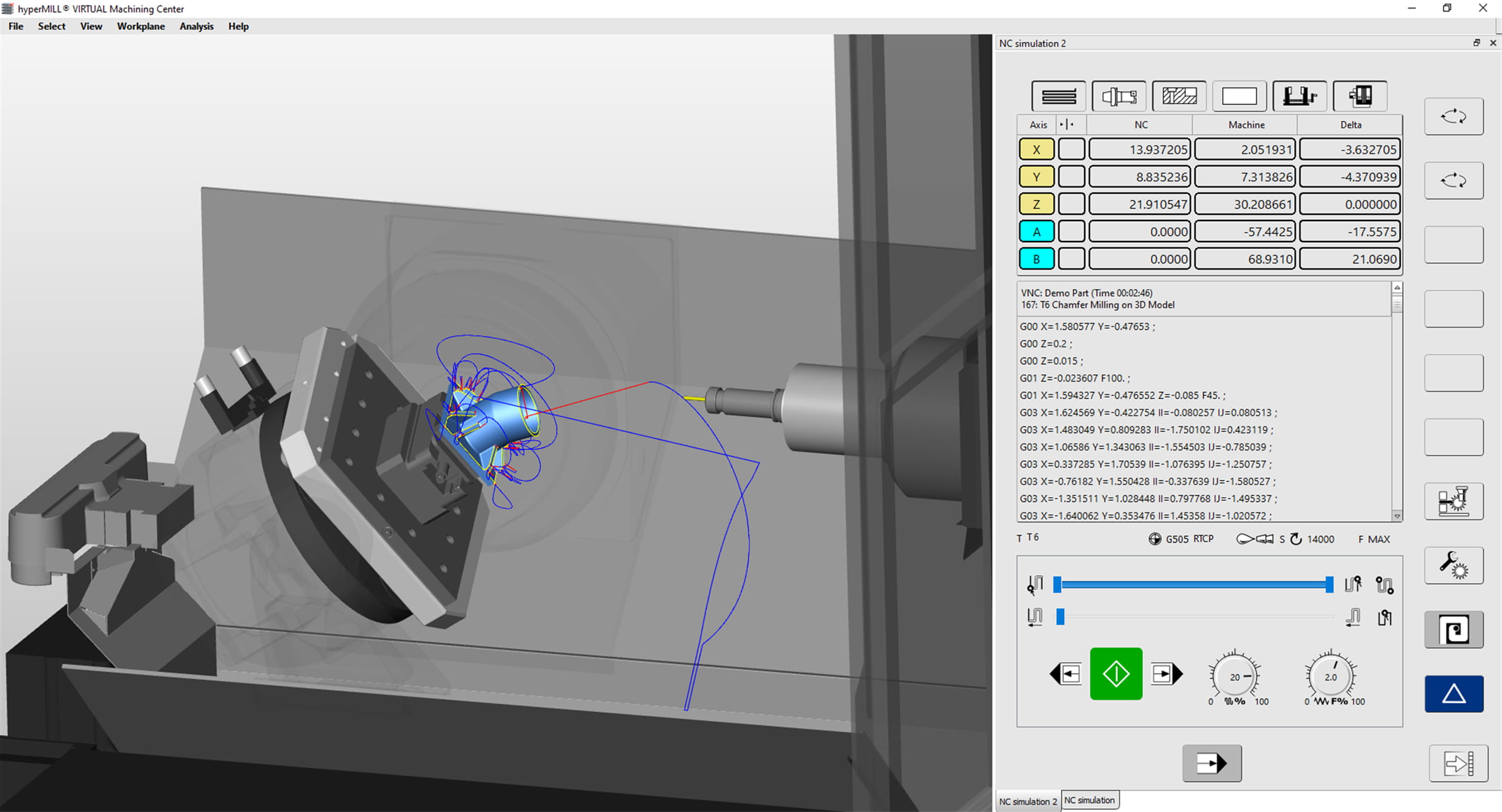
The same deburring/chamfer toolpath is shown both before (L) and after Optimizer automatically removes the clearance position moves (R). This part was deburred and chamfered using hyperMILL®’s 2D Chamfer Cycle on twenty-nine unique cutting orientations. hyperMILL®’s Virtual Machining Optimzer eliminated moves to clearance plane by creating a smooth, collision checked link between machining orientations. This behavior is accomplished safely, and automatically. The result is reduced cycle time without additional programmer input.
www.prime-manufacturing.com
To read full story, visit PRIME MANUFACTURING – Mitigating Risk with hyperMILL® on CNC West.
Interested in our solution
hyperMILL® VIRTUAL Machining?
If so, please contact OPEN MIND Technologies USA, Inc.
1492 Highland Avenue, Unit 3, Needham MA 02492