The Optimal NC Program for Your Machine Every Time
hyperMILL® VIRTUAL Machining Optimizer
The hyperMILL® VIRTUAL Machining Optimizer automatically finds the optimal, collision-free tool position from a technical standpoint and optimizes traverse movements. You can rely on the Optimizer to simplify the programming of your machines and it also adapts the NC program perfectly to the kinematics of your machine.
Having the right NC code is critical for smooth, reliable multi-axis machining. That’s because the efficiency and quality of your machining ultimately depends on the movement sequences in the NC program. The hyperMILL® VIRTUAL Machining Optimizer analyses the NC program during NC code generation and adapts it perfectly to the kinematic properties of the selected machine. The optimal positions are set automatically, optimized link movements between individual operations are generated, and any clearance movements that are needed are carried out for limited-function machines. These optimizations ensure a reliable NC program, sharply reduce the time spent on programming, shorten transition times, and eliminate the need for subsequent editing of the NC program.
Features
- Automatic solution change in the event of collision or axis limitations
- Automatic connection of any 2.5D, 3D and 5-axis jobs
- Milling with rotary axes
- Preferred solution selection
- Optimization of the security levels
- Motion optimization in case of collision risk
- Automatic free movement
- Automatic solution finding for 6-axis and multi-axis machines
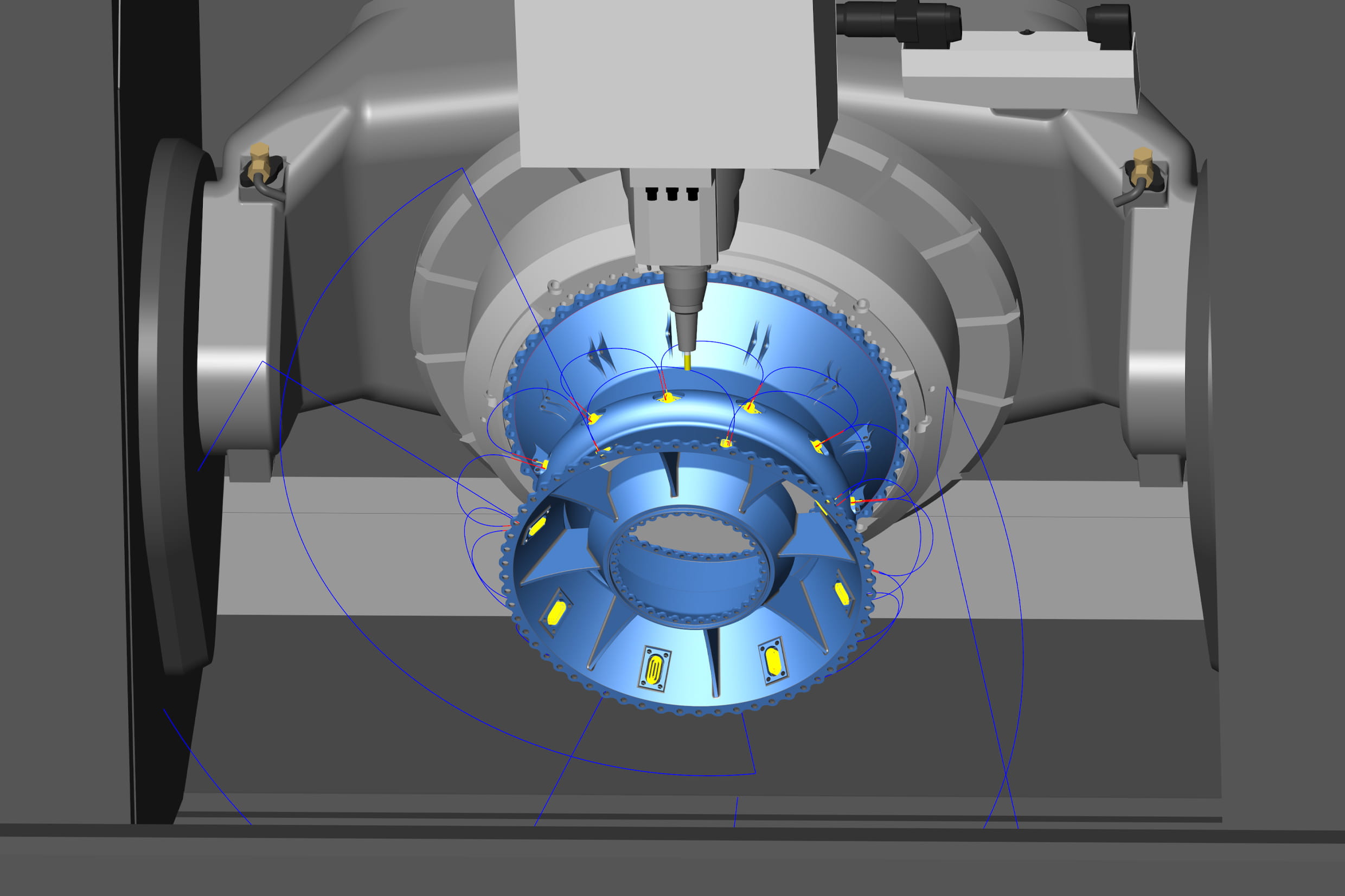
Machines with 6 or more axes
Machining on milling machines with 6 or more axes presents a variety of challenging tasks. The complexity of the kinematics requires a deep understanding of the motion sequences and precise control to ensure exact positioning and reliable machining. Thanks to the integration of a sixth or even seventh axis, a broader machining spectrum becomes available. At the same time, the motion sequences of the additional axes must be precisely coordinated.
Using our Optimizer technology, you can simplify your programming and make your machining efficient and reliable. This means that even your most complex machines are safely under control and managed.
Optimization functions:
- Pre-positioning of parallel axes
- Automatic rewind movements
- Adjusting the additional parallel axis in the event of limit violations
- Automatic positioning of the third rotary axis
Videos: hyperMILL VIRTUAL Machining Optimizer
Automatically optimized NC programs.
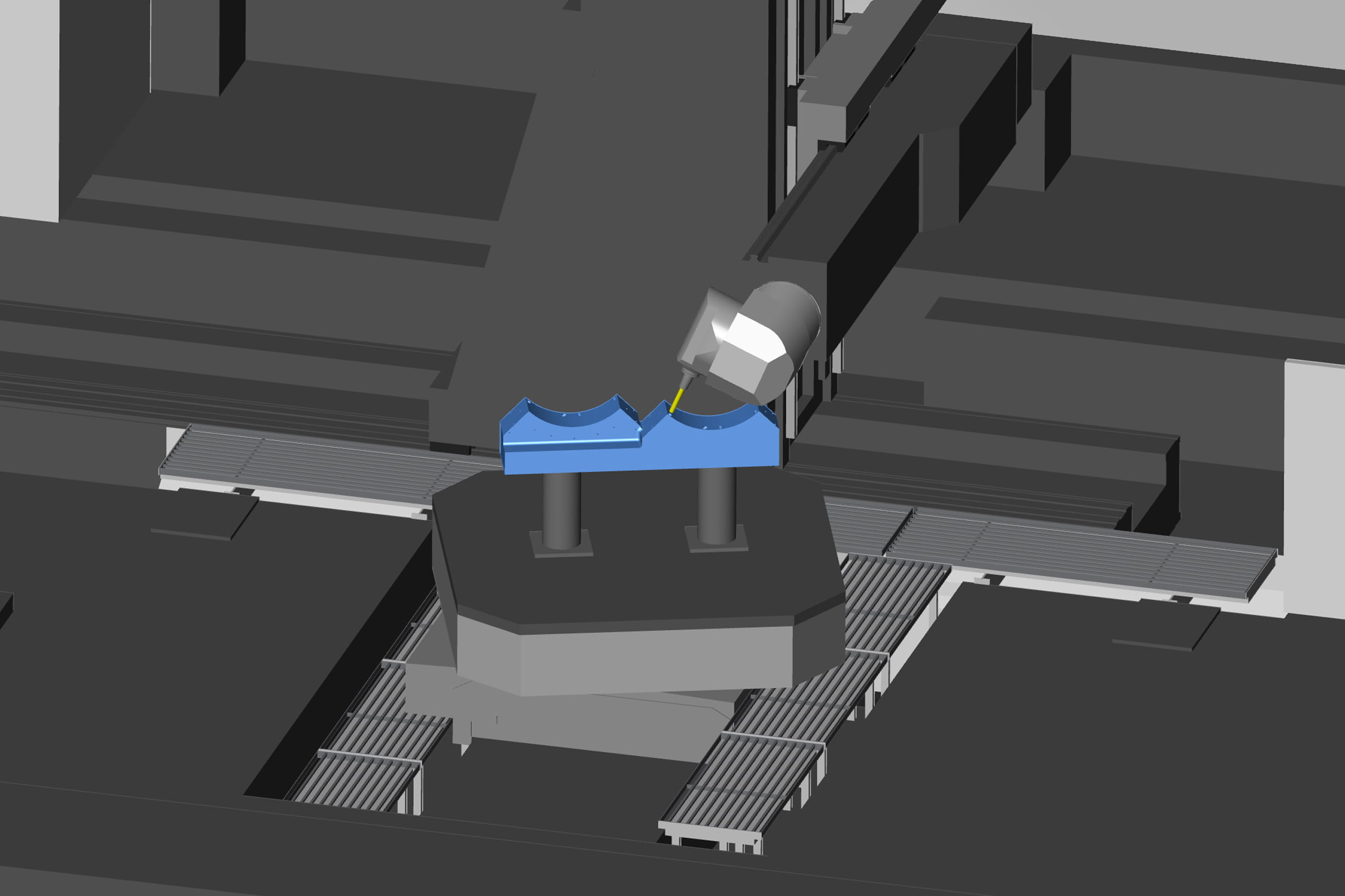
Linking
Automatic generated efficient connecting paths between 2D, 3D and 5-axis operations and different machining inclinations.
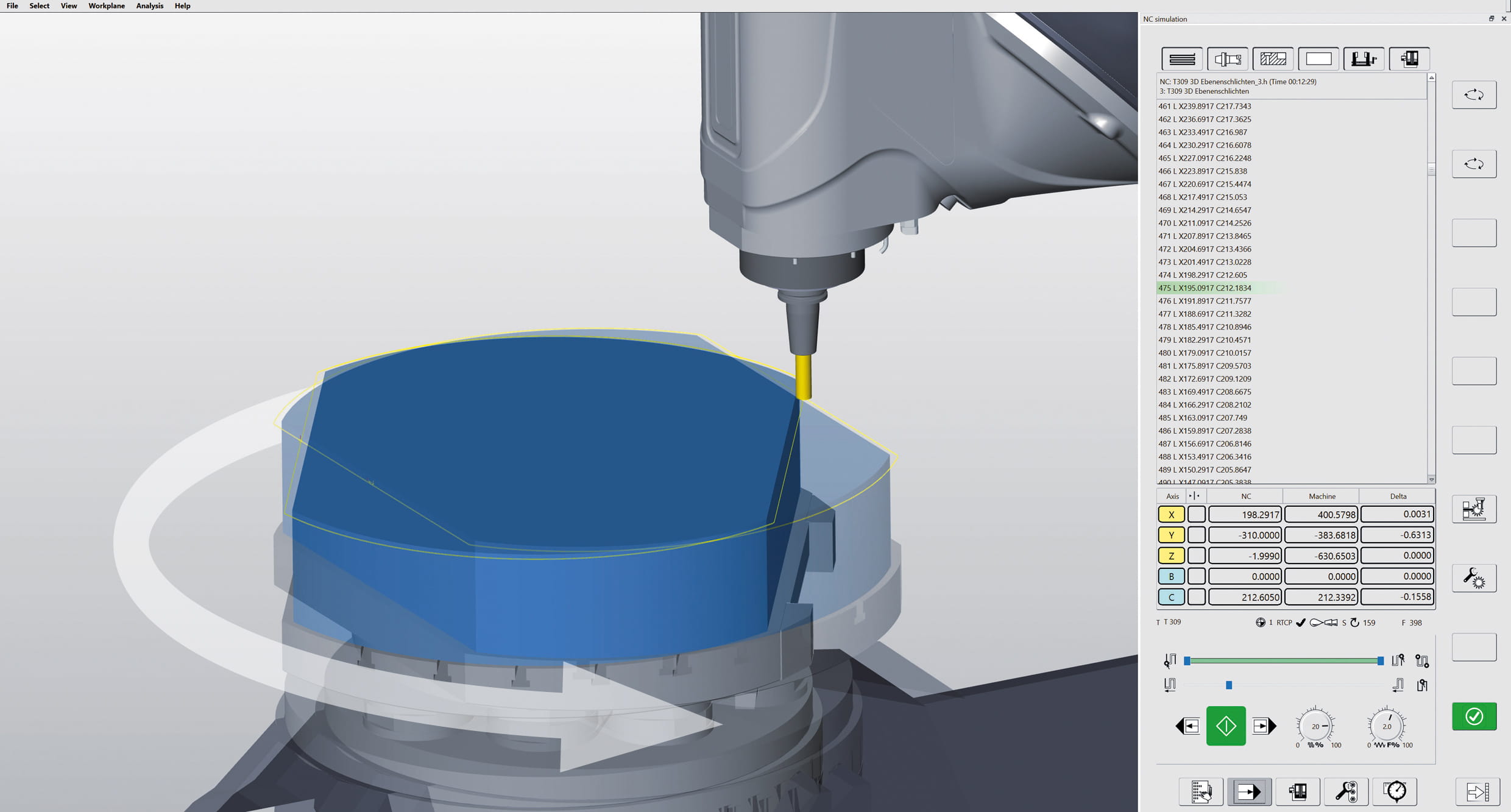
Milling with rotary axis
When machining exceptionally large components relative to the machine size or on machines with axis limitations, milling with a rotary axis offers great advantages. With optimizer, X and Y axis movements can be transformed into a movement with a rotary axis in the table. By swapping axes, an XY movement can be transformed into a simultaneous CX movement. Among other things, this generates machining operations without free rotation. This is particularly advantageous for machines that cannot move over the center of the table or for machining components that require a lot of space in the work area.
Thanks to our Optimizer you can benefit from the possibilities of milling with a rotary axis and you can create the perfect NC program at the touch of a button.
Features:
- Axis replacement for 3D and 5-axis jobs
- Simultaneous machining with rotary and linear axes
- Avoidance of rewind movements