thyssenkrupp Presta Steering AG’s Toolmaking Center Automates CAM Programming
thyssenkrupp Presta AG | Oberegg, Switzerland
Eight years ago, the Toolmaking and Technology Center (Werkzeugbau- und Technologie Zentrum, WTZ) in the Swiss municipality of Oberegg, which belongs to thyssenkrupp Presta Steering AG, made the decision to consistently use the hyperMILL® CAM system from OPEN MIND. The advanced 5-axis strategies and automation tools were decisive factors in the system selection process. The amount of success achieved with the system is immense.
The Oberegg Toolmaking and Technology Center (WTZ) belongs to thyssenkrupp Presta Steering AG in Eschen, Liechtenstein, where it is integrated into the Cold Forging operation unit. Its approximately 150 employees complete between 15,000 and 20,000 different tool orders each year, with which they supply all thyssenkrupp Presta AG sites in Liechtenstein, Switzerland, Germany, France, Poland, Hungary, Mexico, Brazil, the US, China, and Japan. “Up to 80 percent of our tools are intended for cold forging,” explains Rudi Bauernfeind, Head of the WTZ. “The rest are tools for other business areas, for example, pipe forming and forging. We also manufacture prototypes and test equipment.”
Accordingly, the WTZ has a wealth of expertise in cold forging and is proficient in all common tool manufacturing techniques. “It’s important that every aspect of our setup is top-notch – from the employees to the machines, to the programming system,” explains Bauernfeind. “Because even as an in-house toolmaking center, we have to constantly measure ourselves against external competitors. Due to the high personnel costs we have here in Switzerland and Liechtenstein, we’ve always made sure we run production in a way that saves time and money.”
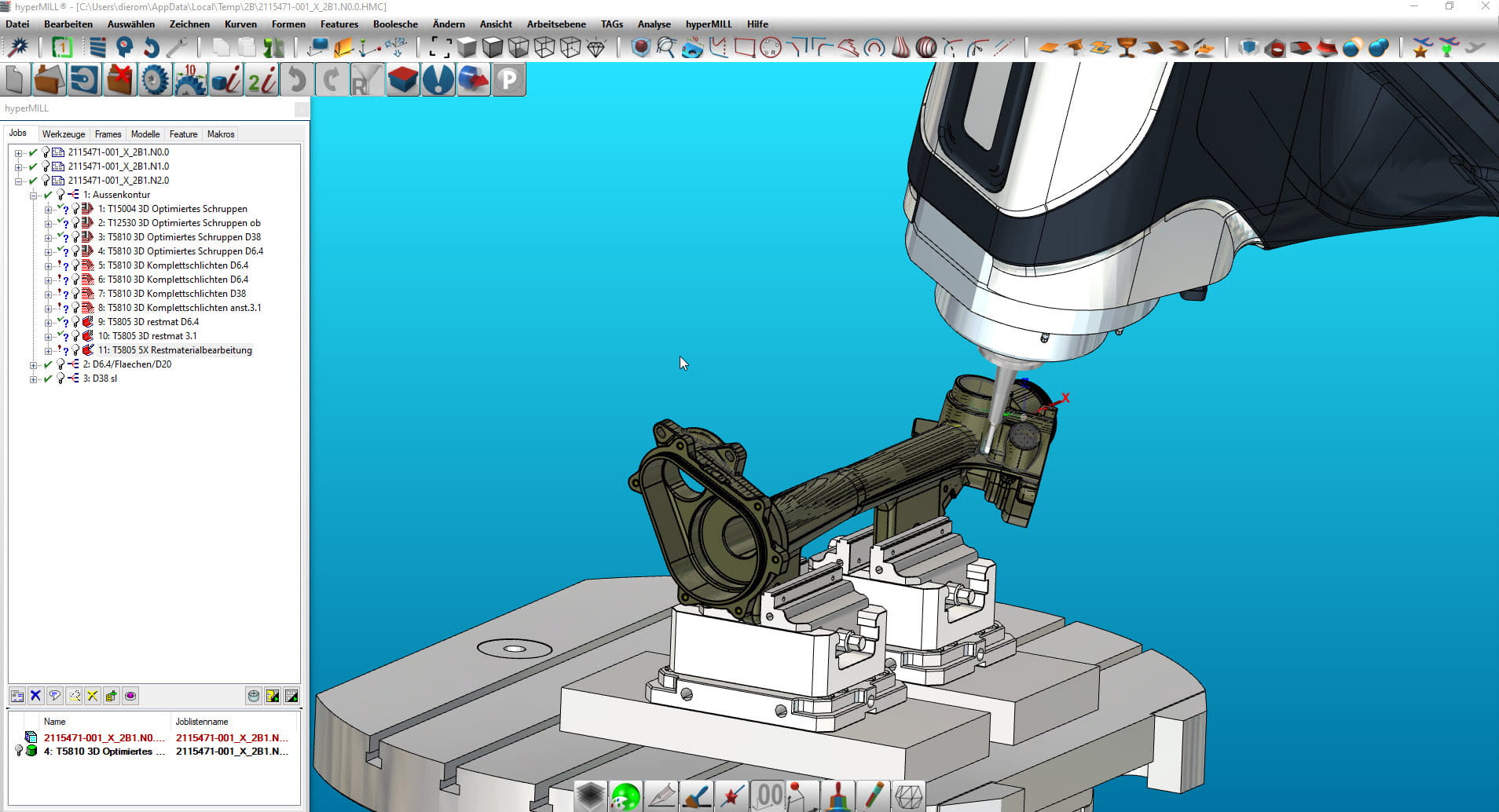
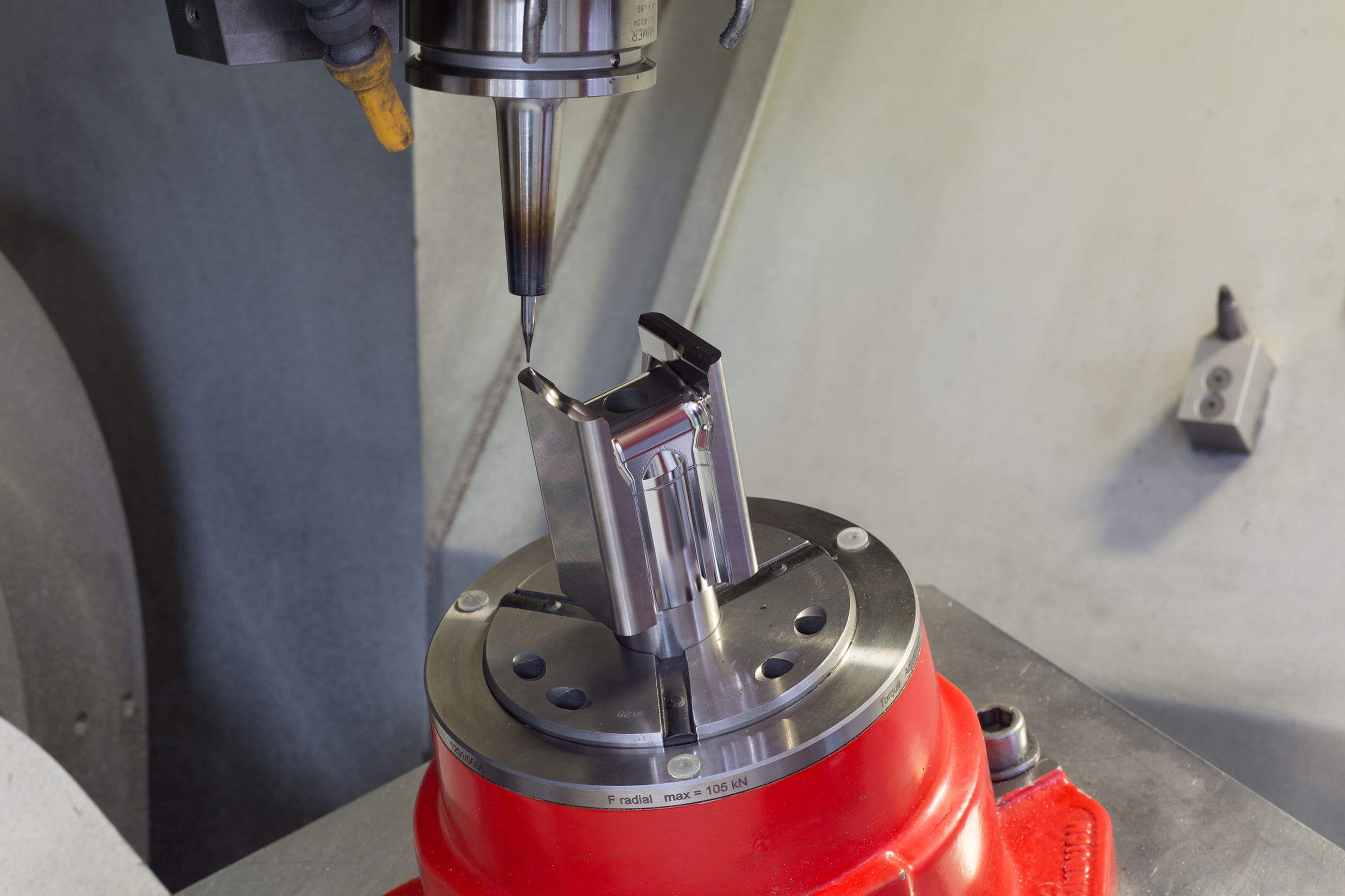
thyssenkrupp Presta’s Toolmaking and Technology Center consistently uses the hyperMILL® CAM system from OPEN MIND and particularly benefits from the wide range of 5-axis strategies and automation tools it offers. The image shows the programming and machining of a prototype steering box made of solid aluminum. Image: WTZ thyssenkrupp Presta
If we had to, we would choose hyperMILL® again. In terms of feasibility, reliability, and automation options, OPEN MIND delivered exactly what it had promised us at the time.
Rudi Bauernfeind, Head of the WTZ, thyssenkrupp Presta Steering AG
Important competitive factor: automation
The WTZ of thyssenkrupp Presta Steering was one of the first to realize a high level of automation. The first automated production cell with a moving robot had already been put into operation at the WTZ back in 2008. A second was introduced in 2010, and in 2014, a third fully automated production cell with seven connected machine tools and measuring machines was added. Plans to further optimize the manufacturing processes were also on the agenda in 2014. “At that time, we were still using four different CAM systems, which we used to create the majority of the NC programs we needed. We wanted to reduce that to one system,” explains Rudi Bauernfeind.
The teams for hard milling, soft milling, turning, grinding, and eroding are each responsible for programming their machining tasks in a decentralized manner. The toolmaking manager and the team responsible for the CAM system expected that, “we would be able to exchange data internally in an uncomplicated manner and more flexibly utilize our people.” The transfer of data between the smaller toolmaking sites in Mexico and Poland that are part of the WTZ should also function seamlessly.
Those in charge of the WTZ expected additional benefits: “Apprentices can be trained on the same CAM system, and we also ultimately generate broader expertise.” Then there is the immediate cost factor. It is not only cheaper to purchase several licenses from one system. The total costs incurred for training, maintenance, updates, database maintenance, and so on would also be lower.
Comprehensive benchmark – the decision to go with hyperMILL®
This was ultimately a major decision – after all, well over ten licenses had to be acquired and employees had to be trained accordingly. This required a comprehensive benchmark. Each production area specified typical tasks or components that the various CAM systems had to address.
There are several reasons why the hyperMILL® CAM system from OPEN MIND Technologies AG, Wessling, Germany was chosen. First, there are the strong points in the 5-axis programming, which hyperMILL® demonstrated in the benchmark. These were also crucial in 2013, when this software had already been purchased for electrode milling. The hard milling team in particular sees hyperMILL® as a leader for five-axis programming tasks: “This CAM system provides us with so many different tilt strategies that we’re able to create suitable 5-axis milling paths for any geometry and any of our machines. On top of that, the clear, intuitive user interface suits our wants and needs.”
The WTZ has been using hyperMILL® for hard milling since 2013. With the wide range of 5-axis strategies, cold forging tools, hammer dies, and forging dies obtain flawless surfaces.
Image: WTZ thyssenkrupp Presta
Doubts removed
The situation was somewhat different in the case of soft milling. In this regard, there were some initial concerns about hyperMILL®. Roman Dietrich, is a project manager in the Soft Milling and Prototypes departments and is responsible for programming, among other things. He explains: “When the evaluation was done, 5-axis machining was not as heavily weighted in our environment as hard milling, and at the time, hyperMILL® did not strike us as being as user-friendly as other systems. But it turned out that this was mostly due to our habits.”
In fact, thanks to the Windows-like interface, programmers in the Soft Milling department got to grips with hyperMILL® very quickly, and today, they benefit from the wide range of functions and machining options it offers. In saying this, Roman Dietrich is not only referring to the efficient strategies in the area of 3-axis milling and the strongly growing area of 5-axis milling. He also says that with its excellent postprocessors and its simulation function, which also factors in the machine model and clamping devices, hyperMILL® has ensured a very high level of process reliability. “If the machine operator doesn’t make any mistakes, the generated NC programs are one hundred percent reliable,” confirms the project manager.

Roman Dietrich, Project Manager Soft Milling and Prototypes: “hyperMILL® ensures reliable machining. Its powerful postprocessors and its simulation, which factors in the machine model and clamping devices, contribute to this.”

Thanks to its Windows-like interface, the programmers got to grips with hyperMILL® very quickly.

The machine operator can run the simulation on the machine via the hyperMILL® Shop Viewer and examine problem areas.
Image: WTZ thyssenkrupp Presta
The programming can be automated as well
Christoph Steiner, Project Manager for Production Planning cites another decisive reason for choosing hyperMILL®: “We definitely wanted to have a CAM system that would provide our machining specialists optimal support while programming and reduce their workload to the greatest degree possible. With its additional CAD module hyperCAD-S and various automation options, OPEN MIND offered the best solution for our needs.” Roman Dietrich, representing the entire soft milling team, agrees: “In the almost eight years we’ve been using hyperMILL®, hyperCAD-S has proven to be a brilliant addition. It’s really a CAD for CAM system that allows us to prepare the 3D CAD data coming from the Engineering department for CAM programming with incredible ease.”
Now, everyone who programs for soft milling also uses automation options, such as feature and macro technology. hyperMILL®’s integrated feature browser provides a structured display of holes, pockets, and T-slots so that they can be programmed one hundred percent automatically by applying macros. “We create these macros entirely according to our needs.” “They contain all the tool and technology data for the feature in question and store a specific sequence of machining steps. This makes the work easier and saves the programmer lots of time,” explains Roman Dietrich.
More than just standard features
Christoph Steiner, who specializes in the automation options OPEN MIND developed for hyperMILL®, also makes mention of the Customized Process Feature (CPF). This allows – beyond what is standard – free-form surfaces or complex geometries to be combined into one machining feature. The automatic programming then uses macros to define production-relevant data, such as machining depth, start points, surfaces, and tolerances.
“However, we achieve the greatest savings with the hyperMILL® AUTOMATION Center, which offers even more possibilities. With it, even complex process flows can be standardized and automated,” emphasizes Christoph Steiner. Reiner Burk, Vice President OEM Partner Management at OPEN MIND and long-time OPEN MIND consultant for thyssenkrupp Presta’s toolmaking center, provides a concise explanation of the system: “Our automation environment accesses all hyperCAD-S and hyperMILL® commands and customizes them as determined by the user. For example, users can specify which operation they want to use for a particular geometry – such as Equidistant Finishing or another strategy. And they can even specify how the unmachined part is positioned and clamped.”

Christoph Steiner, Project Manager Production Planning: “With its additional CAD module hyperCAD®-S and various automation options, hyperMILL® is the perfect CAM solution for us.”
Programming time shrinks from ten hours to 30 minutes
Christoph Steiner points out that, “When families of parts have to be machined, automating the programming process is always worthwhile. If we have to repeatedly program similar components that differ only in size and in the number and shape of the faces, holes, threads, and so on to be machined, then the AUTOMATION Center is ideal. That way we save lots of time – and part families such as these are becoming increasingly more common.”
As a prime example, he cites the gear cutting die for a gear rack – a forging tool that is required in various sizes and shapes. Programming each tool used to take eight to ten hours. But thanks to the hyperMILL® AUTOMATION Center, all a programmer needs now is 20 to 30 minutes. “The outcome is excellent. The entire workflow is stored and can be applied to future components,” says the hyperMILL® automation expert with excitement in his voice.
This is currently the most striking example of a family of parts with which the WTZ saves lots of time as regards tool programming, but it is not the only one. Toolmaking center manager Bauernfeind also mentions a trisphere component. This is a net shape cold-forged part with three cylindrical pins that is required in steering systems. The forging tool includes a forging die. “In the case of this component, we were able to reduce the programming time from 30 minutes to ten,” reports Rudi Bauernfeind. “Over the year, those savings pay off.”

Rudi Bauernfeind, Head of the WTZ: “If we had to, we would choose hyperMILL® again. In terms of feasibility, reliability, and automation options, OPEN MIND delivered exactly what it had promised us at the time of purchase.”
We would choose hyperMILL® again
In agreement with his team leaders and the entire toolmaking center staff, one thing is clear to him: “If we had to, we would choose hyperMILL® again. In terms of feasibility, reliability, and automation options, OPEN MIND delivered exactly what it had promised us at the time. We were also assigned a highly skilled application engineer who implemented the project with us here on site and trained our people. Even if a problem were to arise today, which is rarely the case, we would be provided solutions quickly – as we always are.” Rudi Bauernfeind describes the greatest achievement as the fact that all the employees concerned have now fully accepted hyperMILL® and invested countless hours in maximizing their own success as regards programming.

Gear cutting die including pressure plate and packer plate: Thanks to hyperMILL® AUTOMATION Center Advanced, programming now takes only 30 minutes instead of up to ten hours.
Image: WTZ thyssenkrupp Presta

Trisphere disc: The cold-forged part (right) is required in steering systems. The forging tool includes a forging die (left). Thanks to automation, the programming time was able to be reduced from 30 minutes to ten minutes.
Image: WTZ thyssenkrupp Presta
