Motorsport Subcontractor Accelerates Productivity with hyperMILL®
Goodman Precision Engineering Ltd | Milton Keynes, United Kingdom
When Mark Goodman decided to set up his own machine shop, the motorsport engineer made sure that the first thing he bought with his first machine tool was a seat of hyperMILL® CAM software from OPEN MIND Technologies. With over 30 years expertise as a motorsport development engineer that has taken in stints at Mercedes AMG, Cosworth and Red Bull, Mark knew the value of buying CAM software from OPEN MIND.
Seven years after starting Goodman Precision Engineering with a 2nd hand Bridgeport and a retrofitted optical rotary 4th axis, the Milton Keynes company has since spent close to £1m on plant and equipment to ensure it can serve its extremely demanding F1, Indy Car and general motorsport customer base. The machine shop now consists of three 5-axis Hurco machining centres, a Quaser MF400 5-axis and the latest arrivals at the start of 2017 are a Mazak VariAxis i500 5-axis machining centre and a Mazak Quickturn 200MY.
Referring to why he opted for OPEN MIND's hyperMILL®, Mr Goodman recalls: “When I worked at a leading F1 engine manufacturer, the team did a lengthy and extensive study where their very experienced engineers trialled all the leading CAM vendors and the feasibility study ended with the team buying seats of hyperMILL®. I had never used hyperMILL® but I knew that if the top engineers in the industry had endorsed the software, I should buy it.”
“When I worked at a leading F1 engine manufacturer, the team did a lengthy and extensive study where their very experienced engineers trialled all the leading CAM vendors and the feasibility study ended with the team buying seats of hyperMILL®.
I had never used hyperMILL® but I knew that if the top engineers in the industry had endorsed the software, I should buy it.”
Mark Goodman
The 15 employee company now has four seats of hyperMILL® with the latest arriving at the turn of 2017. The four seats drive all six of the company's 5-axis machines as well as the turning centres. The diverse selection of machine tools and the respective CNC controls at Goodman Precision would typically cause a meltdown for many subcontractors, but not this Buckinghamshire business. “We never really use the CNC controls on the machines. All our programming is done off-line and the machines are all driven by the hyperMILL® post-processors, so the type of control on the machine is irrelevant.”
The company is predominantly manufacturing one-off, prototype and small batch powertrain, manifold and KERS components for many of the leading F1 teams. With four of its 15 staff programming hyperMILL®, CAM programmers at Goodman Precision will program upwards of 180 new jobs each month. Many of the jobs at Goodman Precision have an average programming time of 2-3 hours with a machining time from 40 minutes to several hours for more complex parts. In contrast, KERS components can be required in batches of 1300+ with a machining time of less than 15 minutes for a single set-up with a multitude of parts. Upwards of 50% of the work at Goodman Precision is repeat business throughout the F1 season.
Highlighting The Programming Benefits
As an experienced programmer at Goodman Precision, Paul Gould discusses hyperMILL®, saying: “I have previously used a variety of CAM packages and hyperMILL® is by far the best package that I have ever used. This isn't really a surprise as the OPEN MIND engineers are continually asking for feedback on how they can improve hyperMILL®. If they continually feed information from customers to the developers, its no wonder the CAM solution is fast, efficient, easy to use and extremely intuitive. Downstream, it's reduced tooling consumption and costs, reduced spindle load on the machines and it's improved our cycle times.”
“From a confidence perspective, the hyperMILL® collision detection system guarantees fail-safe programming as it factors in all the parameters within the machine tool such as the workholding, machine spindle and toolholding equipment as well as the kinematics of the machine and how the various features are factored in.”

Goodman Precision Programmer Paul Gould With F1 Fuel Inlet Manifold
With regard to the strategies within hyperMILL®, Mr Gould is thoroughly impressed with a number of features, continuing: “We are frequently using the 5-axis and 3D automatic rest machining strategy that calculates where and how we can use a larger ball nosed tool than we usually would for profiling. This gives us faster cycle times and reduced tool changes as well as the ability to machine at higher feeds and speeds. This feature also maximises the full flute of the end mill with a larger step-over and this gives us much better surface finishes as well as shorter cycle times.”
“Complementary to this feature is the ISO Machining strategy. This feature facilitates machining across several surfaces without retracting the tool. The global alignment strategy automatically determines the optimal milling direction based on the longest boundary of the selected surface. This allows us to define whether the machining proceeds diagonally or freely to the direction of machining. It saves us at least 10% in programming time as we don't need to manually input much detail and it also saves considerably more time on the machine.”
Receiving most of its work in a variety of CAD files such as STEP, IGES, Solidworks, STL, DXF and many others, Goodman Precision opted to implement the hyperCAD®-S CAD software from OPEN MIND just over two years ago. Referring to this, Mr Gould says: “With hyperCAD®-S, the work plane feature enables us to create, copy, move and paste geometries. This allows us to select surfaces and calculate 3D models with extreme ease.”
MAXXimising Productivity on the Shop Floor
The benefits of using hyperMILL® for programming complex 5-axis parts in the fast-turnaround motorsport sector are giving Goodman Precision huge benefits in meeting the tight deadlines imposed by its customer base. However, hyperMILL® is also making considerable in-roads on turnaround times further downstream on the machine tools.
As Mr Goodman recalls: “We have invested in the latest roughing module of the hyperMILL® MAXX Machining performance package from OPEN MIND and this has given us massive cycle time improvements when roughing steel, titanium and other challenging materials. The roughing and trochoidal milling cycles on hard materials are now over 70% faster and we have improved tool life by over 30%. We use harmonic helix solid carbide end mills and they are now cutting faster and at higher feeds with larger depths of cut than ever before. Parallel to this, the innovative strategies have reduced our spindle load by up to 50% whilst our tools can perform consistently for longer periods of time. Having this confidence in our tools is invaluable when we are running lights-out or if we have to get work out of the door to meet tight deadlines. Following the CAM investment of the F1 Team was certainly a move that has paid-off for our business.”
Gallery
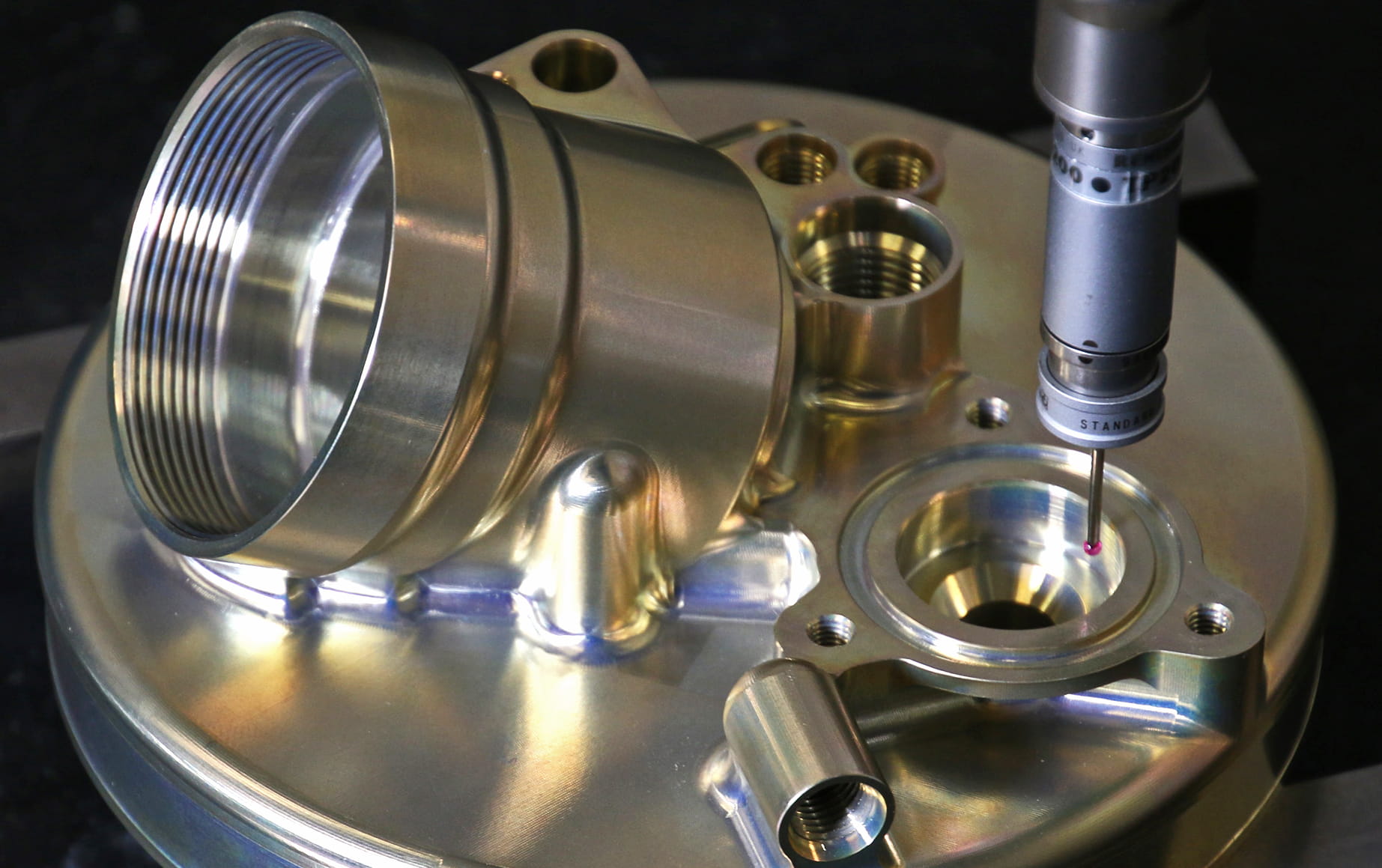
F1 Fuel Inlet Manifold Programmed With hyperMILL® & Inspected on Mitutoyo CMM

5-Axis Machines from 3 Different Suppliers at Goodman Precision