Licenza di risparmiare
Aesculap AG | Tuttlingen (Baden-Wuerttemberg), Germania
Come le strategie a 5 assi e l’automazione CAM in hyperMILL® contribuiscono alla produzione di utensili e alla prototipizzazione in modo redditizio
Grazie alla sua divisione chirurgica Aesculap, B. Braun è uno dei più importanti produttori di strumenti chirurgici, impianti e accessori. Per preservare la sua posizione di successo sul mercato mondiale, l’azienda di Tuttlingen si affida, tra l’altro, a un elevato livello di integrazione verticale con la propria produzione di utensili e prototipizzazione. Un elemento fondamentale in queste aree è la programmazione CAM con hyperMILL® di OPEN MIND, che consente di risparmiare tempo e costi sia nella programmazione che nella lavorazione grazie alle sue strategie leader a 5 assi e ad hyperMILL® AUTOMATION Center.
La tecnologia medicale è un settore in crescita. Tuttavia, le aziende devono far fronte a pressioni elevate in termini di tempo e di costi. Aesculap AG, membro del Gruppo B. Braun, affronta questa sfida già nella fase di sviluppo grazie a un reparto di prototipizzazione all’avanguardia dove pressoché tutti i nuovi prodotti di Aesculap prendono forma per i primi test e collaudi. Anche il reparto di progettazione di utensili, estremamente versatile e situato nello stabilimento principale di Tuttlingen, è di grande importanza per ottimizzare i costi unitari. Qui si producono utensili progressivi, utensili per lo stampaggio a iniezione e la forgiatura, stampi per l’imbutitura, dispositivi di serraggio e persino utensili speciali di lavorazione.
Hans Keller, sempre aperto alle innovazioni, è stato per molti anni responsabile di entrambe le aree: “Che si tratti di macchine, utensili o software, monitoriamo attentamente lo sviluppo del mercato e investiamo quando possiamo ottenere miglioramenti in termini di flussi di processo, qualità e redditività. Siamo quindi molto all’avanguardia nella progettazione di utensili e prototipi nell’intero parco attrezzature”.
“Il sistema CAM hyperMILL®, con le sue versatili strategie a 5 assi e le opzioni di automazione, è l’ideale per le nostre operazioni di prototipazione e progettazione di utensili”
Frank Fedtke, fa parte del team R&D di Aesculap AG
La prototipazione assume un ruolo pionieristico
Uno dei responsabili del team di prototipazione è Frank Fedtke. Con i suoi 40 anni di servizio, è uno dei pionieri della programmazione CAM in Aesculap AG. Ricorda: “Inizialmente la lavorazione di fresatura - e quindi la programmazione CAM - era limitata alle macchine con 3 assi lineari. Quando sono arrivate macchine con un asse rotativo supplementare, i requisiti potevano essere gestiti anche con il nostro software di programmazione dell’epoca”. Quando i centri di lavorazione per la fresatura a 5 assi hanno fatto il loro ingresso sul mercato, si sono rivelati estremamente interessanti per la produzione dei prototipi complessi di Aesculap, in parte a forma libera, “ma con il nostro software non eravamo inizialmente in grado di creare programmi NC adeguati”, afferma Fedtke. “Abbiamo dovuto rivolgerci a partner esterni per questa attività. Anche quando il nostro sistema CAM dell’epoca offriva le prime strategie a 5 assi, i tempi di calcolo richiedevano molte ore e i risultati erano incerti. Quindi, non potevamo competere con le aziende esterne da un punto di vista economico”.

Frank Fedtke fa parte del team R&D di Aesculap AG
Dopo che Frank Fedtke ha trascorso svariati anni a confrontare diversi software per la programmazione a 5 assi, nel 2013 Aesculap ha deciso di testare il sistema CAM hyperMILL® di OPEN MIND Technologies AG, Wessling, nella prototipizzazione. Secondo Fedtke, hyperMILL® era già considerato la soluzione leader per la programmazione delle lavorazioni a 5 assi: “Per noi che ci occupiamo di prototipizzazione, dove dobbiamo produrre molti componenti diversi, questo sistema CAD/CAM sembrava l’ideale. Infatti, hyperMILL® forniva già all’epoca diverse strategie di inclinazione, in modo da poter generare percorsi utensile adatti a ogni geometria e a ogni nostra macchina. Inoltre, l’interfaccia utente chiara e intuitiva si è rivelata molto utile per noi, che eravamo ancora inesperti nella programmazione a 5 assi”.
La fase di prova è stata quindi seguita dall’acquisto di due licenze e il successo non si è fatto attendere. Dopo un solo anno, l’investimento si è ripagato da solo. Sono seguite altre licenze. Anche il campo applicativo delle strategie di lavorazione offerte da OPEN MIND è aumentato e continua ad aumentare, tanto da soddisfare oggi ogni genere di requisito. “Realizziamo quasi tutti i nuovi prodotti prima come pezzi singoli o piccole serie”, spiega Fedtke. “Si tratta di elementi chirurgici, ma anche di alloggiamenti, motori e altri componenti per i nostri Power System, ovvero gli elettroutensili”. La prototipizzazione si occupa anche di impianti speciali (ginocchio, anca, colonna vertebrale). Questi sono quasi sempre prodotti con la stampa 3D e poi rettificati.
Il punto di forza particolare: le numerose strategie a 5 assi
Tra le strategie di hyperMILL® più utilizzate nella prototipizzazione, l’esperto CAM Fedtke annovera ad esempio la “Finitura equidistante a 5 assi”, che consente di lavorare aree ripide e piane in un’unica operazione. Il risultato è una serie di transizioni fluide e senza oscillazioni tra i singoli percorsi utensile, che crea le migliori superfici possibili. “Le strutture superficiali generate con hyperMILL® sono nella maggior parte dei casi più omogenee che con altri sistemi CAM che conosco”, sottolinea Frank Fedtke. Ciò si traduce in tempi di finitura più brevi, il che è particolarmente importante per gli impianti, che presentano requisiti molto elevati in questo senso. Per la superficie terminale di una protesi di ginocchio, ad esempio, è prescritta una qualità di Ra = 0,05 µm.
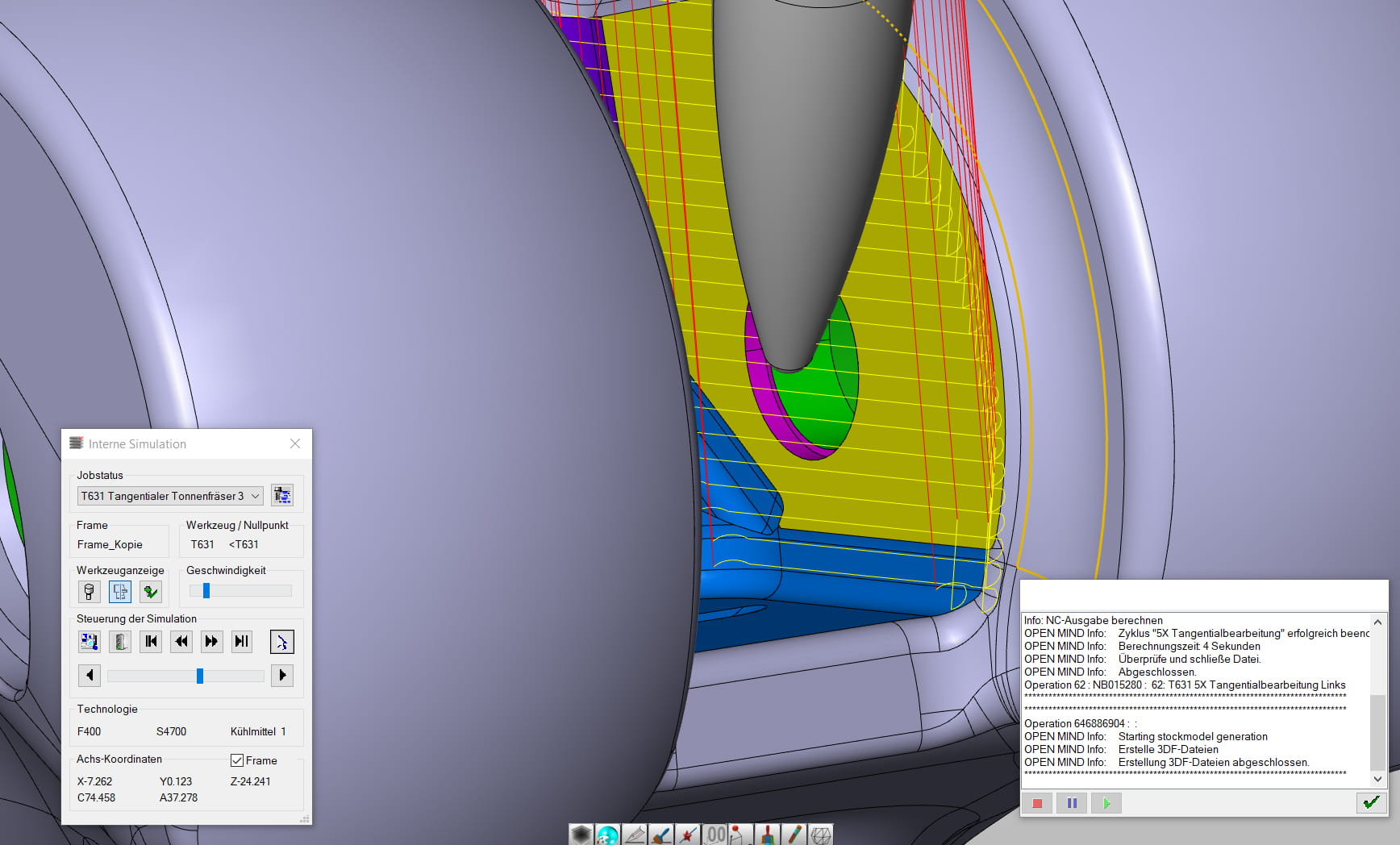
Per la finitura di una protesi di ginocchio speciale stampata in 3D da un impianto di cromo cobalto o titanio, il reparto prototipizzazione di Aesculap ricorre, tra l’altro, alla “Finitura tangenziale” del pacchetto hyperMILL® MAXX Machining con un utensile a barile conico.
Per la lavorazione di una protesi speciale del ginocchio, i costruttori di prototipi di Aesculap amano utilizzare anche la “Finitura tangenziale” del pacchetto hyperMILL® MAXX Machining. “Utilizzando un utensile a barile conico, risparmiamo tempo e otteniamo molto più facilmente il parallelismo richiesto delle superfici interne della componente femorale”, spiega Fedtke.
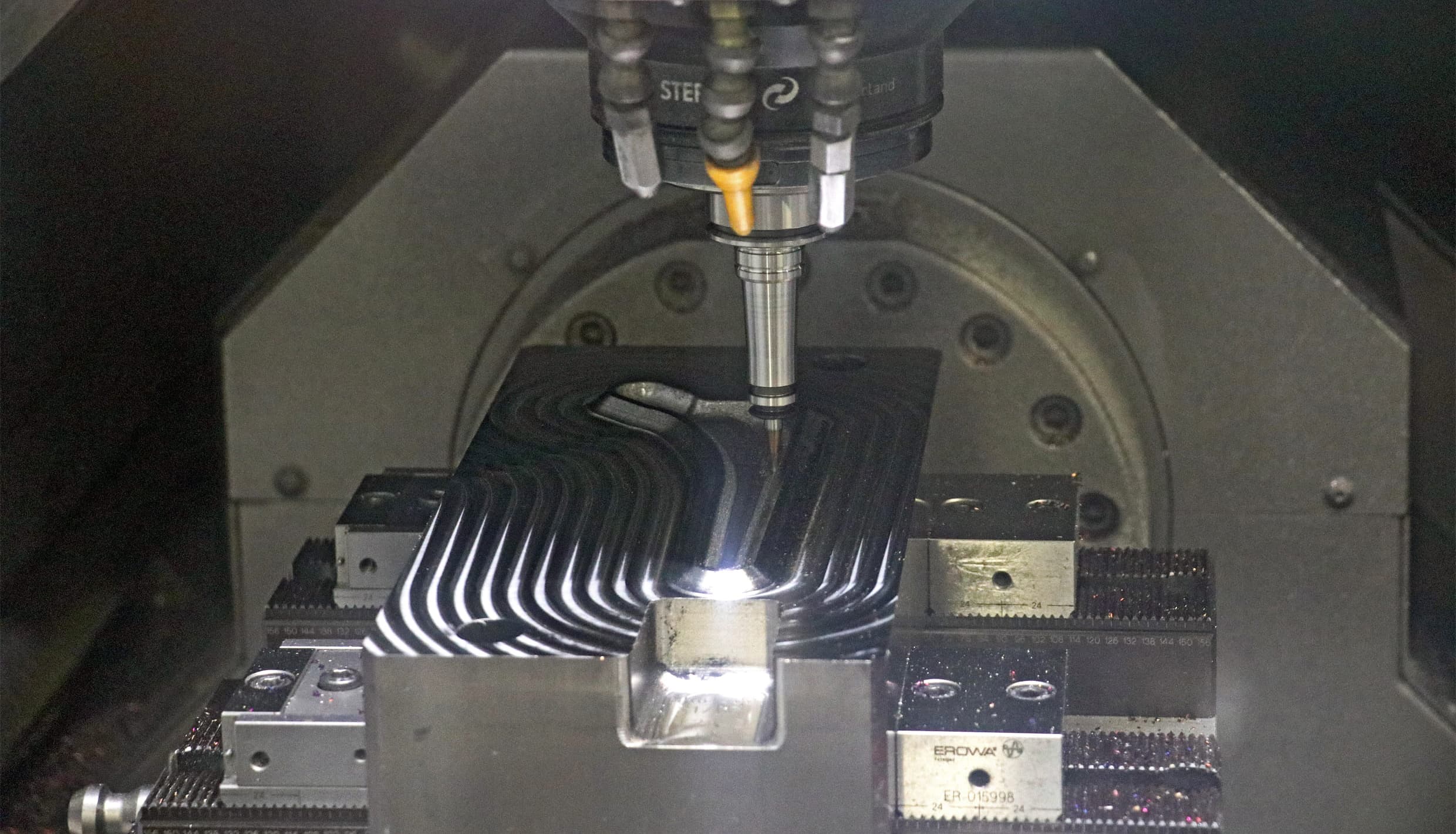
I percorsi utensile generati con hyperMILL® garantiscono un’elevata qualità superficiale.
Campo di applicazione ideale: progettazione di utensili
Dopo l’esperienza iniziale acquisita con la prototipizzazione, anche la progettazione di utensili è passata presto a hyperMILL®. Anche in quest’area, oggi sono in uso diverse licenze, come conferma Frank Fedtke: “Possiamo ottenere notevoli risparmi nella programmazione, ma anche nei tempi di calcolo e infine nella lavorazione”.
Un esempio è rappresentato dagli utensili di imbutitura per i cosiddetti contenitori sterili. Si tratta di scatole in cui sia l’impianto sia tutti gli strumenti necessari per l’intervento vengono consegnati in condizioni sterili. Hans Keller, responsabile della progettazione di utensili, spiega: “Questi contenitori sono molto richiesti. Per gli utensili di imbutitura, abbiamo lavorato circa 37 tonnellate di materiale in 1,5 anni”. Lo specialista CAM Fedtke aggiunge: “In precedenza, la programmazione dei percorsi di fresatura simultanea a 5 assi nelle cavità profonde ci poneva notevoli problemi, soprattutto perché è richiesta un’elevata qualità superficiale. I tempi di calcolo superavano le 12 ore e dovevamo assicurarci che il calcolo sarebbe stato eseguito senza interruzioni. Grazie a hyperMILL® ora bastano solo 8,5 ore per ottenere un programma NC che garantisca la sicurezza dei processi”.
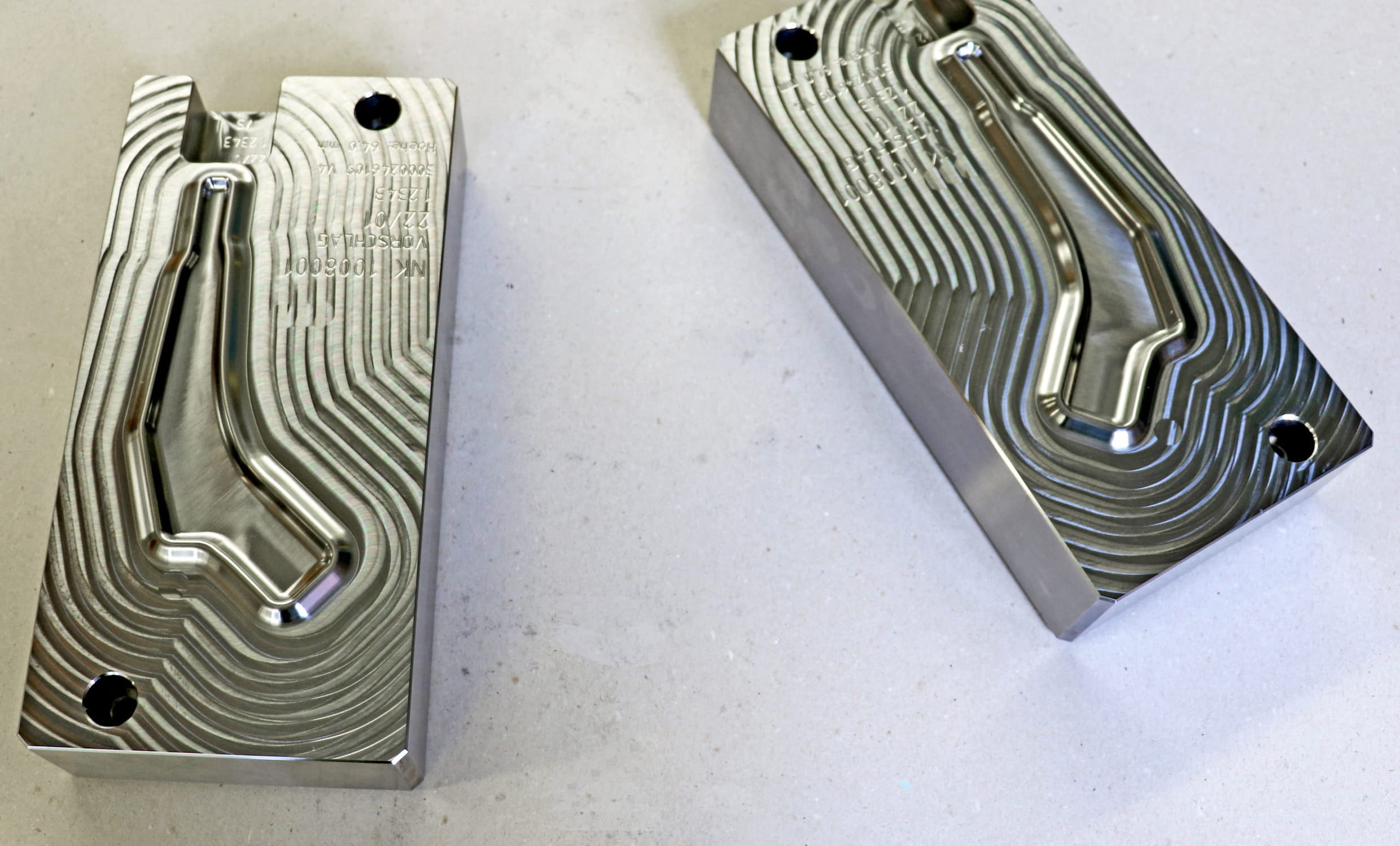
Anche la lavorazione degli stampi di forgiatura è altamente automatizzata. I programmi NC che garantiscono la sicurezza dei processi dedicati alla fresatura di materiali duri vengono creati con l’aiuto di hyperMILL® AUTOMATION Center di OPEN MIND.
Produzione automatizzata di stampi per forgiatura
L’ultima licenza in cui il reparto progettazione di utensili di Aesculap ha investito riguarda hyperMILL® AUTOMATION Center di OPEN MIND, che consente di standardizzare e automatizzare sequenze di processo complesse. Per quanto riguarda le sue funzioni, si basa sulla tecnologia feature e macro, ma le sue possibilità di automazione vanno ben oltre.
Ma prima, il motivo della programmazione automatizzata: esistono circa 200 protesi d’anca standard diverse di Aesculap che differiscono principalmente per dimensioni e dettagli geometrici. Per la loro produzione, Aesculap necessita di un gran numero di stampi per la forgiatura: per l’anca destra e sinistra, rispettivamente uno stampo superiore e uno inferiore (come stampo preliminare e di finitura, nonché per la successiva pressatura).
Fino a poco tempo fa, i progettisti di utensili li producevano su un centro di lavoro a 5 assi con tavola rotante a due vie. Per sfruttare i turni di notte e nei fine settimana con poca manodopera, hanno aggiunto alla macchina un sistema di carico e scarico automatizzato a 6 pallet. Hanno inoltre selezionato nuovi utensili per una lavorazione ancora più efficiente. La conseguenza: è stato necessario riscrivere un totale di 1800 programmi di fresatura. A mano ciò avrebbe richiesto circa due ore per programma, il che significa un impegno di programmazione totale di 3600 ore.
Anche la programmazione può essere automatizzata
I progettisti di utensili hanno pensato che questo deve essere fatto più velocemente e hanno contattato gli specialisti CAM di OPEN MIND. Hanno concordato un progetto comune in cui avrebbero utilizzato i servizi degli esperti di automazione di OPEN MIND per la riprogrammazione degli stampi di forgiatura. Essi impiegano il sistema hyperMILL® AUTOMATION Center Advanced proprietario come strumento di sviluppo per processi automatizzati caratterizzati da questo grado di complessità.
Michael Greisinger, specialista in automazione e applicazioni di OPEN MIND, ha guidato il progetto. Spiega a proposito: “hyperMILL® AUTOMATION Center Advanced si basa sul nostro sistema CAM hyperMILL® e sul software CAD associato hyperCAD®-S. Offre una tecnologia che va ben oltre la semplice automazione di feature geometriche standard. Il rilievo dei modelli CAD non riveste un ruolo fondamentale. La caratteristica principale risiede negli elementi che possono includere un modello CAD. Grazie a numerose funzionalità per il modello, gli utenti esperti di hyperMILL® sono in grado di definire le singole sequenze dei processi. Questo permette di definire e standardizzare anche i processi complessi”.
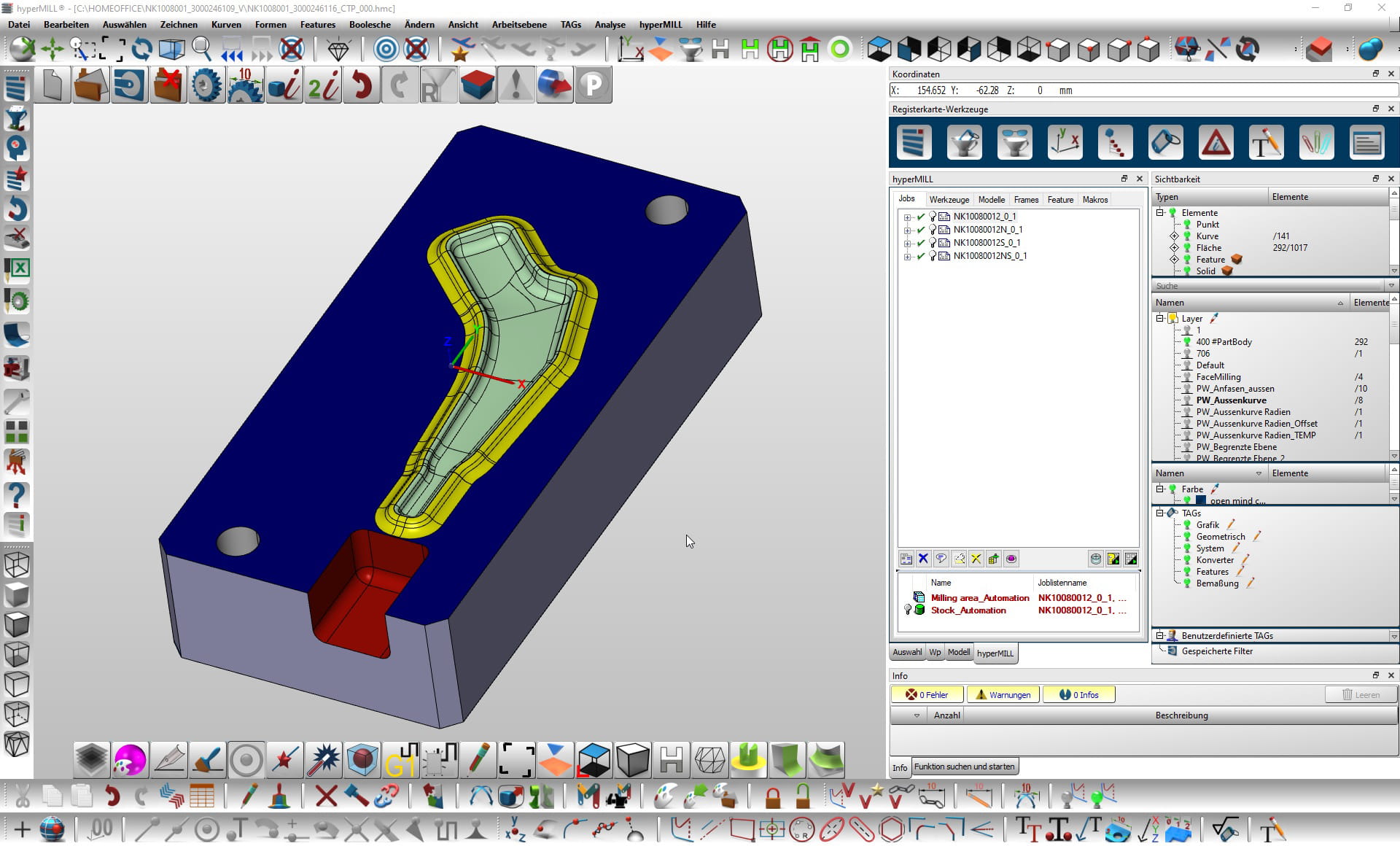
Programmazione automatizzata: Aesculap utilizza hyperMILL®AUTOMATION Center per la progettazione di utensili. Il primo progetto ha riguardato gli stampi di forgiatura per le articolazioni dell’anca.
La sua raccomandazione: “Automatizzare il processo di programmazione è sempre utile quando si devono lavorare famiglie di pezzi. In linea di principio, dovrebbe essere possibile programmare più componenti simili che differiscono per dimensioni, ma anche per il numero e la forma delle superfici, dei fori, delle filettature, ecc. da lavorare”. In hyperMILL® AUTOMATION Center Advanced, l’utente può specificare quale operazione utilizzare per una particolare geometria, ad esempio la finitura equidistante o un’altra strategia; può anche specificare come posizionare e serrare il pezzo grezzo. Michael Greisinger riassume: “Il nostro ambiente di automazione può accedere e personalizzare tutti i comandi di hyperCAD®-S e hyperMILL® e adattarli in maniera definita dall’utente. In pratica, si può usare per automatizzare tutto ciò che può essere cliccato”.
Tempo di programmazione ridotto da due ore a dodici minuti
Il tecnico applicativo Thilo Hagen è stato coinvolto nel progetto da Aesculap. Il risultato lo ha convinto completamente: “Con hyperMILL® AUTOMATION Center, siamo riusciti a ridurre il tempo di programmazione a 12 minuti”. “Chi è abituato a lavorare con hyperCAD®-S e hyperMILL® non trova difficoltà a lavorare con AUTOMATION Center Advanced”, conferma Hagen. “Nel corso di un workshop di 3 giorni in loco, ho imparato a usare AUTOMATION Center nei miei progetti e sono stato in grado di sfruttare subito in modo produttivo gli script che avevo sviluppato. E l’effetto è straordinario. L’intero ciclo di lavoro viene memorizzato e può essere utilizzato per altri componenti in futuro. Dal caricamento del file Step al programma NC finito, tutto viene eseguito in modo completamente automatico in pochi secondi”.
Quindi, l’acquisto del software l’anno precedente è stato solo una formalità. Da allora, Thilo Hagen ha già utilizzato lo strumento di automazione per 7 progetti dedicati a vari campi applicativi: “Si tratta, ad esempio, di componenti più semplici, come le attrezzature per il getto d’acqua o le ganasce di fresatura per la rettifica delle protesi d’anca. L’ultimo progetto, la programmazione delle coperture degli alberi, è più impegnativo. Si finisce per risparmiare più tempo”.
Galleria

Protesi di ginocchio da grandi a piccole: con hyperMILL® è possibile rettificare in modo sicuro ogni dimensione di impianto stampato

Le superfici con finitura a specchio sono obbligatorie per le protesi di ginocchio, sia standard che personalizzate. Le superfici fresate di alta qualità riducono il tempo necessario per la successiva lucidatura.