License to Save
Aesculap AG | Tuttlingen (Baden-Wuerttemberg), Germany
How the 5-axis strategies and CAM automation in hyperMILL® contribute to profitable toolmaking and prototyping
Aesculap AG is one of the most important manufacturers of surgical instruments, implants, and extensive accessories. In order to maintain its successful position in the global market, the company, which is based in Tuttlingen, Germany, relies, among other things, on a high level of vertical integration with its own toolmaking and prototyping. A key element in these areas is CAM programming with hyperMILL® from OPEN MIND that saves time and costs in both programming and machining thanks to its leading 5-axis strategies and the hyperMILL® AUTOMATION Center.
Medical device manufacturing is a sector that is growing. However, companies are subject to enormous time and cost pressures. Aesculap AG, which belongs to the B. Braun Group, meets this challenge early on in the development phase – with its high-performance prototyping department, where virtually all new Aesculap product developments take shape for initial testing and trials. The extremely versatile toolmaking shop, which is also located at the main plant in Tuttlingen, is also greatly important for ensuring optimized unit costs. Progressive dies, injection molding and forging tools, deep-drawing dies, clamping devices, and even special machining tools are produced here.
Hans Keller, who is always open to innovations, has been responsible for both areas for many years: “Whether it’s machines, tools, or software – we keep a close eye on how the market is developing, and we invest when we feel we can make improvements to our process flows, quality, and cost-effectiveness. As a result, we are very advanced when it comes to prototyping and toolmaking in terms of all the equipment we have.”
“Thanks to its diverse 5-axis strategies and automation options, the hyperMILL® CAM system is ideal for our prototyping and toolmaking operations.”
Frank Fedtke, part of the R&D team at Aesculap AG
Prototyping takes on pioneering role
One of those responsible in the prototyping team is Frank Fedtke. With 40 years of service, he is one of the pioneers in CAM programming at Aesculap AG. He recalls: “In the beginning, milling – and therefore CAM programming – was limited to machines with three linear axes. When machines with an additional rotary axis came along, we were still able to meet the requirements with the programming software we had at the time.” When machining centers for five-axis cutting then entered the market, they seemed highly appealing and suitable for manufacturing the complex, partly free-form Aesculap prototypes, “however, with our software, we were initially unable to create suitable NC programs ourselves,” says Fedtke. “We had to hire external partners to do this. Even when our CAM system at the time offered the first 5-axis strategies, the calculations took many hours, and the results were uncertain. From an economic point of view, this meant we were unable to compete with our extremal partners.”

Frank Fedtke is part of the R&D team at Aesculap AG
After Frank Fedtke had spent several years comparing different software with 5-axis programming, Aesculap decided in 2013 to test the hyperMILL® CAM system from OPEN MIND Technologies AG, in its prototyping department. According to Fedtke, hyperMILL® was already considered to be the leading solution for programming five-axis machining at the time: “To me, this CAD/CAM system seemed like the ideal system for us to use in prototyping, where we have to produce a range of different components, because even back then, hyperMILL® provided various tilt strategies which meant we could generate suitable milling paths for each geometry and each of our machines. In addition, as we don’t have much experience in 5-axis programming, the clear and intuitive user interface suited us very well.”
So the trial was followed by the purchase of two licenses, and success was not long in coming. After only one year, the investment had paid for itself. Further licenses followed. The scope of machining strategies offered by OPEN MIND also increased and continues to increase, so that today all requirements are covered. “We initially produce almost every new development as a single part or small batch,” explains Fedtke. “These include surgical elements, as well as housing, motors, and other components for our power systems, that is, our electrically powered tools.” Prototyping is also responsible for special implants (knees, hip, spine). These are almost always produced in 3D printing and then machined.
Special strength: diverse 5-axis strategies
According to CAM expert, Fedtke, “5X Equidistant Finishing,” which allows steep and flat areas to be machined in a single operation, is one of the hyperMILL® strategies that is most commonly used in prototyping. The result is smooth and jerk-free transitions between the individual toolpaths, which creates the best possible surfaces. “In most cases, the surface structures created with hyperMILL® are generally more homogeneous than the ones generated by the other CAM systems I’m familiar with,” emphasizes Frank Fedtke. This results in shorter reworking times, which is particularly important for implants, as they have very high finish requirements. For example, a quality of Ra = 0.05 µm is prescribed for the surface finish of a knee prosthesis.
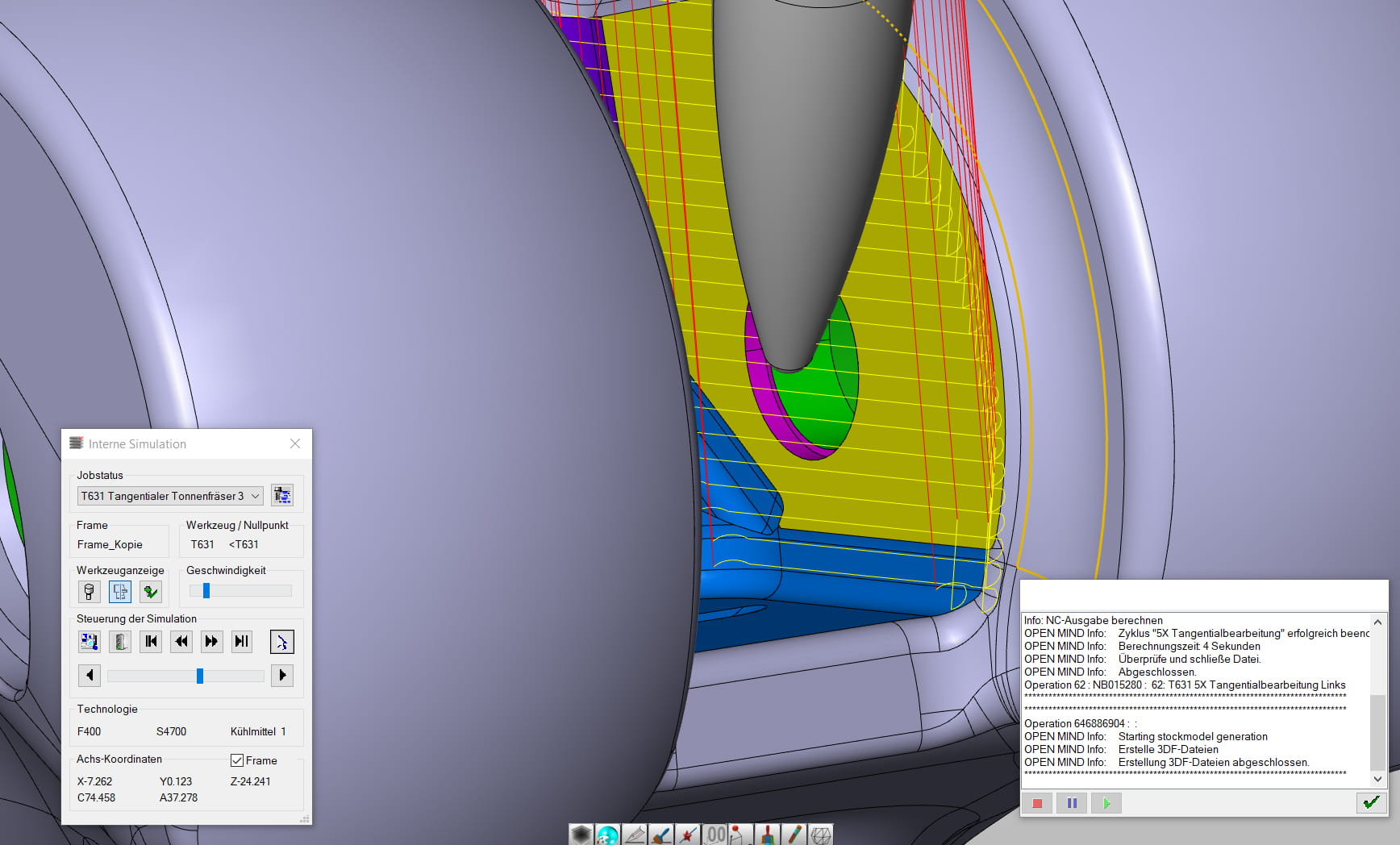
Aesculap prototyping uses, among other things, the “Tangential Finishing” strategy from the hyperMILL® MAXX Machining package with a conical barrel cutter to rework a 3D-printed special knee implant made of cobalt chrome implant or titanium.
The prototype builders at Aesculap also like to use the “Tangential Finishing” strategy from the hyperMILL® MAXX Machining package for machining special knee implants. “By using a conical barrel cutter, we save ourselves time and also achieve the required parallelism of the inner surfaces of the femoral component much more easily,” explains Fedtke.
The milling paths generated with hyperMILL® ensure a high surface quality.
Ideal field of application: toolmaking
After the initial experience gained in prototyping, toolmaking also switched to hyperMILL® at an early stage. Today, several licenses are in use here as well, as Frank Fedtke confirms: “We’re able to achieve remarkable savings in programming, as well as in calculation times, and ultimately in machining.”
An example of this are the deep-drawing tools for so-called sterile containers. These are boxes in which both the implant and all the tools needed for surgery are delivered in a sterile condition. Toolmaking Manager Hans Keller explains: “These containers are very much in demand. We’ve processed around 37 tons of material in one and a half years for these deep-drawing tools.” CAM specialist Fedtke adds: “In the past, programming five-axis simultaneous milling paths in deep cavities presented us with considerable problems, especially as we needed a high surface quality. The calculation times were over twelve hours, and we were always on edge about whether the calculation would run through without aborting. Thanks to hyperMILL®, it now takes only eight and a half hours for us to obtain a process-reliable NC program.”
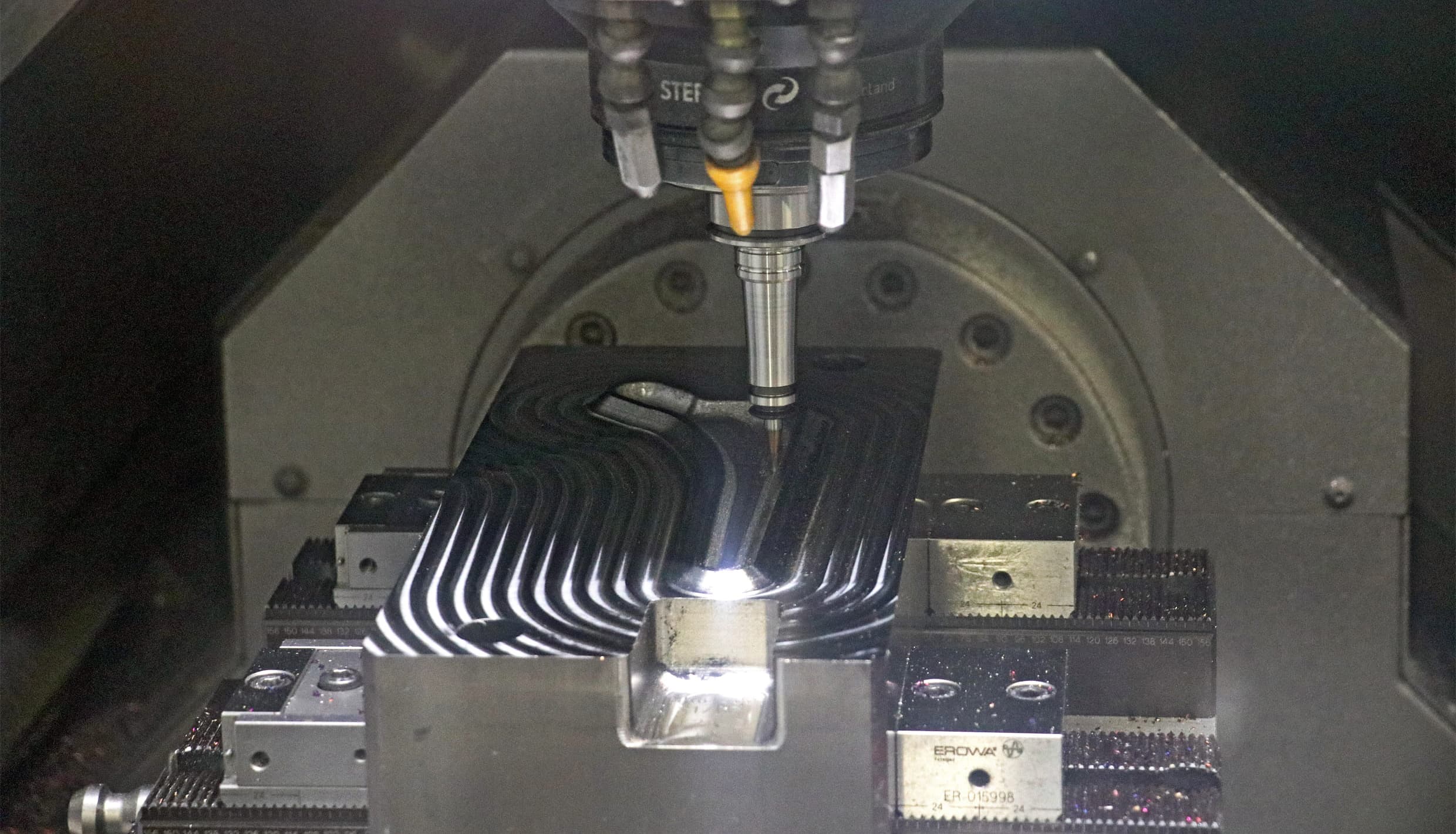
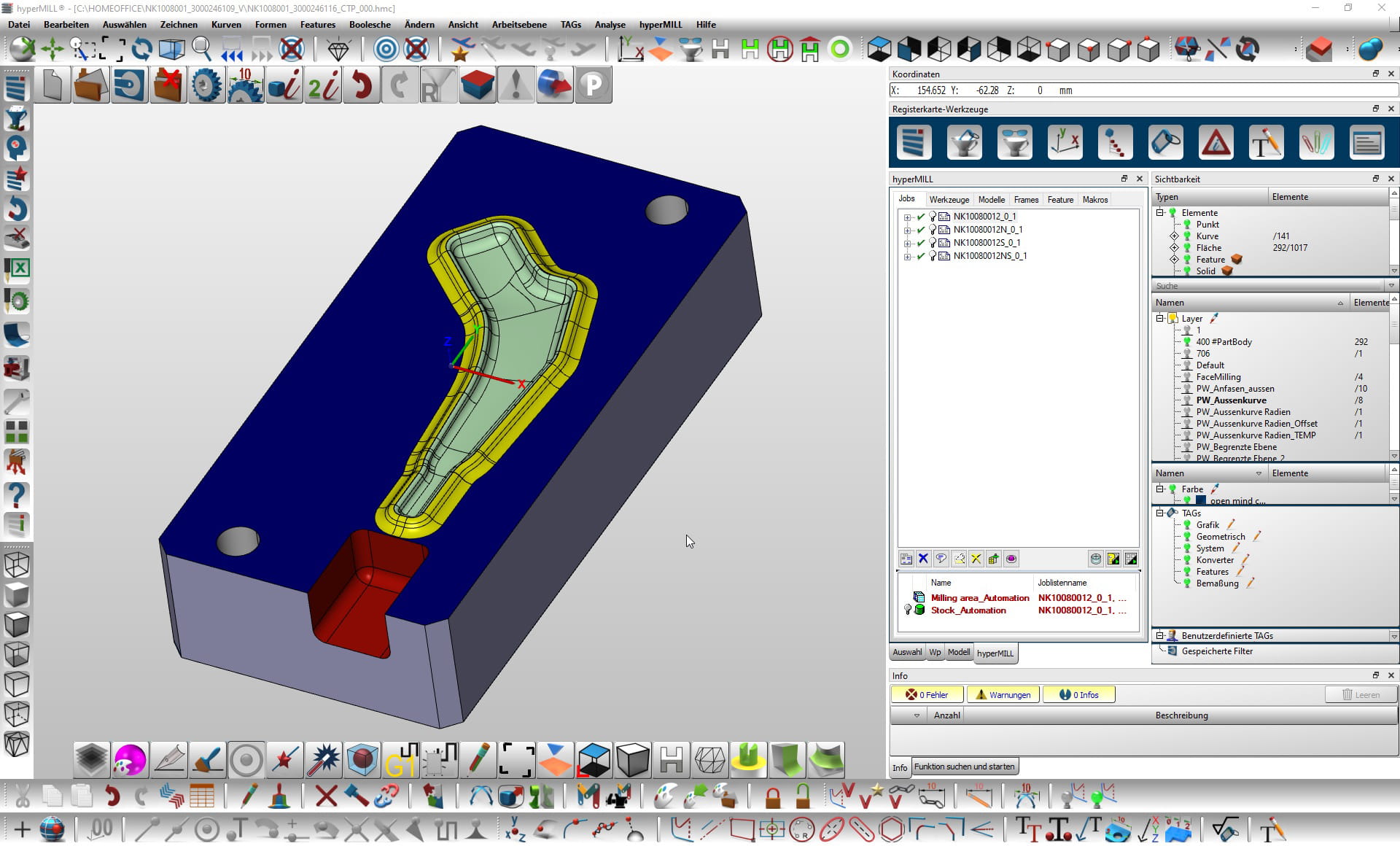
The machining of forging dies is also highly automated. The process-reliable NC programs for hard milling are generated with the help of the hyperMILL® AUTOMATION Center from OPEN MIND.
Automated production of forging dies
The most recent license in which Aesculap Toolmaking invested concerns OPEN MIND’s hyperMILL® AUTOMATION Center that can be used to standardize and automate complex process workflows. In terms of its functions, it is based on feature and macro technology, but its automation options and capabilities go far beyond this.
But first, let’s look at why automated programming was needed: Aesculap provides approximately 200 different standard hip prostheses that differ mainly in size and geometric details. Aesculap requires a large number of forging dies to manufacture these: one upper and one lower die each for the right and left hip (as a pre- and finishing die as well as for repressing).
Until recently, the toolmakers manufactured these on a 5-axis machining center with a dual shuttle table. To take advantage of night and weekend shifts with fewer operators, they added an automated, six-pallet loading and unloading system to the machine. They also selected new tools to ensure even more efficient machining. As a result, a total of 1,800 milling programs had to be rewritten. Each program would have taken two hours to write manually, resulting in a total programming effort of 3,600 hours.
Programming can also be automated
This has to be done faster, the toolmakers thought, and contacted the CAM specialists at OPEN MIND. They agreed on a joint project in which they would use the services of the automation experts at OPEN MIND for reprogramming their forging dies. The automation experts use their in-house developed hyperMILL® AUTOMATION Center Advanced as a development tool for such demanding, automated processes.
Michael Greisinger, Automation and Application Specialist at OPEN MIND, led the project. He explains: “The hyperMILL® AUTOMATION Center Advanced is based on our hyperMILL® CAM system and the associated hyperCAD®-S CAD software. It offers a level of technology that reaches far beyond the automation of standard geometry features. The specific characteristics of the CAD models are only of secondary importance in this context. The main focus is on the elements that a CAD model can contain. Experienced hyperMILL® users can define the individual process steps using a wide range of template functions. This even makes it possible to define and standardize complex processes.”
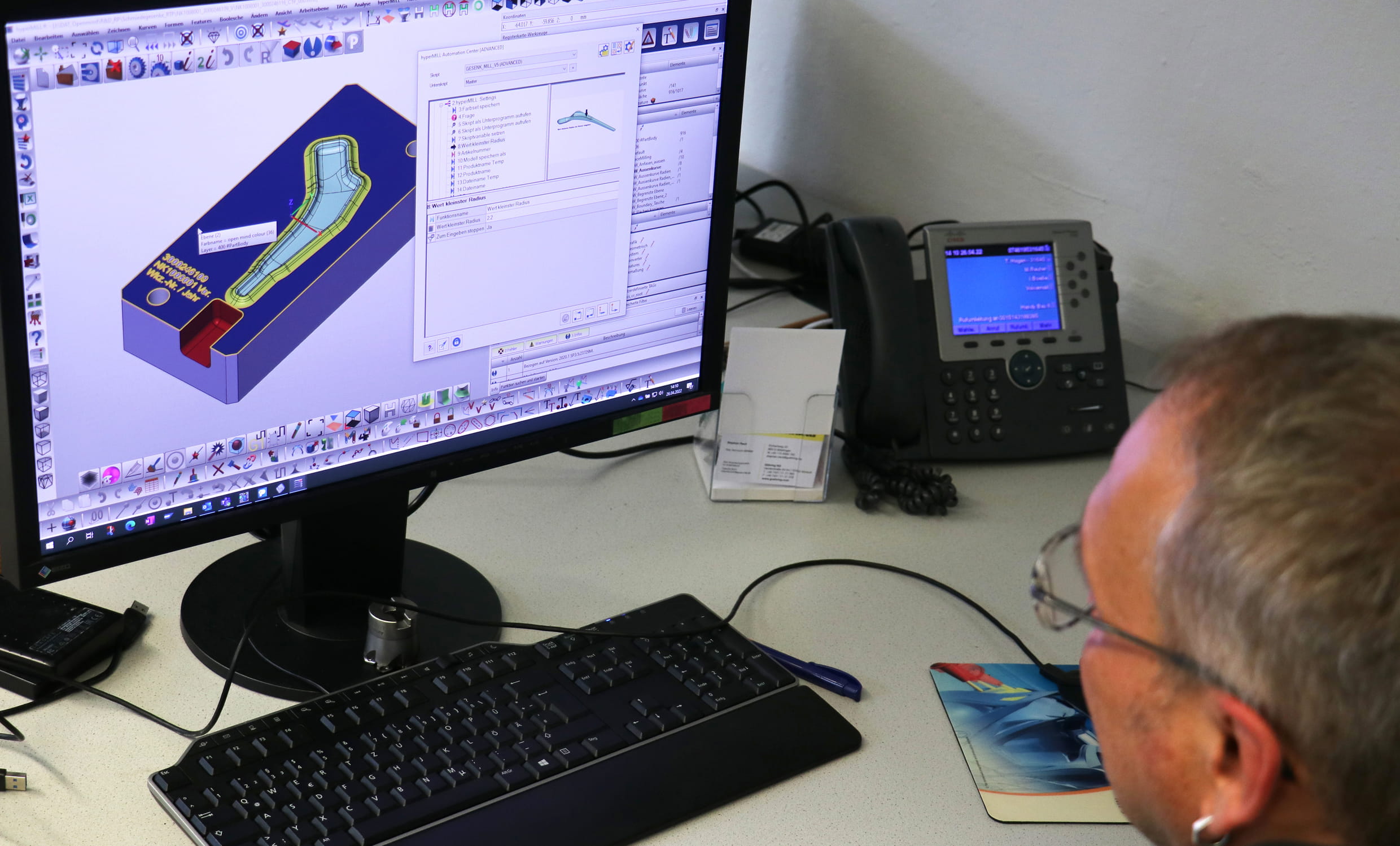
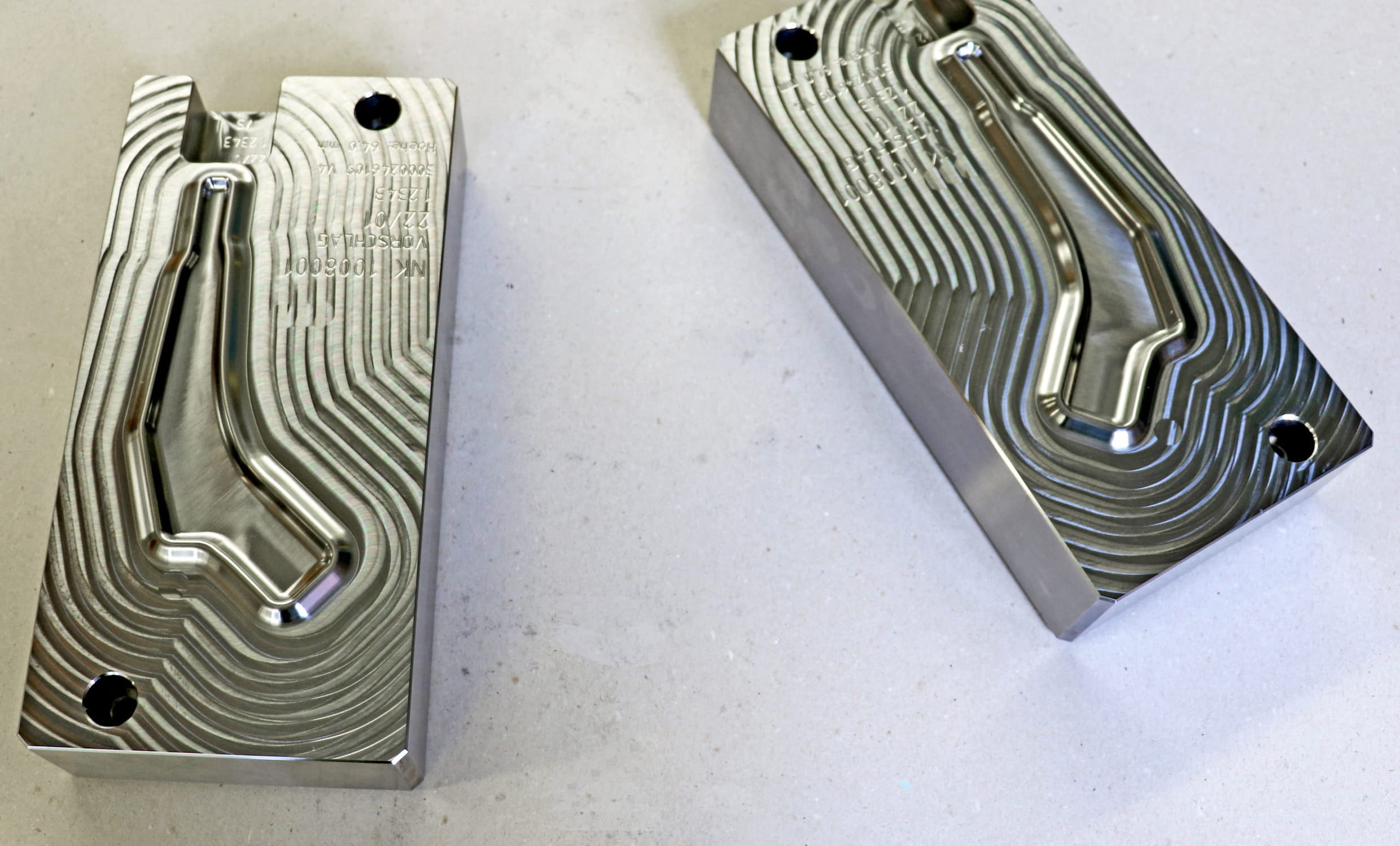
Automated programming: Aesculap uses the hyperMILL® AUTOMATION Center in toolmaking. The company’s first project involved forging dies for hip joints.
His recommendation: “Automating the programming process is always worthwhile when families of parts need to be machined. In principle, it should be possible to program several similar components that differ in size, and also in the number and shape of the surfaces, holes, threads, and so on, to be machined.” In the hyperMILL® AUTOMATION Center Advanced, users can specify which operation they want to use for a particular geometry – such as Equidistant Finishing or another strategy; they can even specify how the stock is positioned and clamped. Michael Greisinger summarizes: “Our automation environment can access and customize all hyperCAD®-S commands and hyperMILL® commands. Basically, it’s like you can use it to automate anything that can be clicked.”
Programming time reduced from two hours to twelve minutes
The Aesculap person involved in the project was Application Engineer Thilo Hagen. The result completely convinced him: “The hyperMILL® AUTOMATION Center has allowed us to reduce our programming time to twelve minutes.” “Those who are used to working with hyperCAD®-S and hyperMILL® will have no difficulty working with AUTOMATION Center Advanced,” confirms Hagen. “I attended a three-day on-site workshop and learned how to use the AUTOMATION Center on my own projects. After that, I was able to use the scripts I had developed immediately and productively. And the outcome is excellent. The entire workflow is stored and can be applied to future components. From loading the STEP file all the way to the finished NC program, everything runs fully automatically in a matter of seconds.”
So purchasing the software last year was just a formality. Since then, Thilo Hagen has used the automation tool for seven projects of varying scope: “These include, for example, less complex components such as waterjet fixtures or milling jaws for reworking hip prostheses. The latest project – the programming of shaft covers – is already more demanding. In return, you end up saving more time.”
Gallery

Knee implants from large to small: With hyperMILL®, all sizes of printed implants can be safely reworked.

Mirror finish surfaces are mandatory for knee implants – whether standard or custom-made. The high-quality milled surfaces reduce the time required for subsequent polishing.