Lizenz zum Sparen
Aesculap AG | Tuttlingen (Baden-Württemberg), Deutschland
Wie die 5-Achs-Strategien und CAM-Automatisierung in hyperMILL® zu einem profitablen Werkzeug- und Prototypenbau beitragen
B. Braun ist mit seiner Chirurgie-Sparte Aesculap einer der bedeutendsten Hersteller von chirurgischen Instrumenten, Implantaten und umfangreichem Zubehör. Um die erfolgreiche Position im Weltmarkt zu halten, setzt die Aesculap AG unter anderem auf eine hohe Fertigungstiefe mit eigenem Werkzeug- und Prototypenbau. Ein zentrales Element in diesen Bereichen ist die CAM-Programmierung mit hyperMILL® von OPEN MIND, die dank ihrer führenden 5-Achs-Strategien und dem hyperMILL® AUTOMATION Center sowohl in der Programmierung als auch in der Zerspanung Zeit und Kosten spart.
Die Medizintechnik ist eine Wachstumsbranche. Doch sehen sich die Unternehmen einem hohen Zeit- und Kostendruck ausgesetzt. Die zur B. Braun-Gruppe gehörende Aesculap AG begegnet diesem schon früh in der Entwicklungsphase – mit einer leistungsstarken Prototypenbau-Abteilung, in der so gut wie alle Aesculap-Produktneuentwicklungen für erste Tests und Erprobungen Gestalt annehmen. Für optimierte Stückkosten ist auch der ebenfalls im Tuttlinger Stammwerk angesiedelte, äußerst vielseitige Werkzeugbau von großer Bedeutung. Hier entstehen Folgeverbundwerkzeuge, Spritzguss- und Schmiedewerkzeuge, Tiefziehgesenke, Spannvorrichtungen und sogar zerspanende Sonderwerkzeuge.
Beide Bereiche verantwortet seit vielen Jahren Hans Keller, der Innovationen gegenüber stets aufgeschlossen ist: „Ob Maschinen, Werkzeuge oder Software – wir beobachten genau, wie sich der Markt entwickelt, und wir investieren dann, wenn wir Verbesserungen hinsichtlich der Prozessabläufe, Qualität und Wirtschaftlichkeit erreichen können. So sind wir im Prototypen- und Werkzeugbau sehr fortschrittlich aufgestellt, was das gesamte Equipment anbelangt.“
„Das CAM-System hyperMILL® ist mit seinen vielfältigen 5-Achs-Strategien und Automatisierungsmöglichkeiten für unseren Prototypen- und Werkzeugbau optimal.“
Frank Fedtke, gehört zum R&D-Team der Aesculap AG
Prototypenbau übernimmt Vorreiterrolle
Einer der Verantwortlichen im Team Prototypenbau ist Frank Fedtke. Mit seinen 40 Jahren Betriebszugehörigkeit gehört er zu den Pionieren, was die CAM-Programmierung bei der Aesculap AG anbelangt. Er erinnert sich: „Anfangs beschränkte sich die Fräsbearbeitung – und damit auch die CAM-Programmierung – auf Maschinen mit drei Linearachsen. Als dann Maschinen mit einer zusätzlichen Rundachse hinzukamen, ließen sich die Anforderungen mit unserer damaligen Programmiersoftware auch noch bewältigen.“ Als dann Bearbeitungszentren für die fünfachsige Zerspanung auf den Markt drängten, waren diese zwar für die Fertigung der komplexen, zum Teil freigeformten Aesculap-Prototypen höchst interessant, „doch mit unserer Software konnten wir zunächst selbst keine geeigneten NC-Programme erstellen“, sagt Fedtke. „Wir mussten dafür externe Partner beauftragen. Auch als unser damaliges CAM-System erste 5‑Achs-Strategien anbot, waren die Berechnungszeiten viele Stunden lang und die Ergebnisse unsicher. So konnten wir mit den Externen aus wirtschaftlicher Sicht nicht konkurrieren.“

Frank Fedtke gehört zum R&D-Team der Aesculap AG
Nachdem sich Frank Fedtke über einige Jahre hinweg mit der 5‑Achs-Programmierung verschiedene Software verglichen hatte, entschloss sich Aesculap 2013, im Prototypenbau das CAM-System hyperMILL® von der OPEN MIND Technologies AG, Wessling, zu testen. Laut Fedtke galt hyperMILL® schon damals als führende Lösung, um fünfachsige Bearbeitungen zu programmieren: „Für uns im Prototypenbau, wo wir viele verschiedene Bauteile fertigen müssen, schien mir dieses CAD/CAM-Systemideal. Denn hyperMILL® stellte schon damals diverse Anstellstrategien zur Verfügung, so dass wir für jede Geometrie und jede unserer Maschinen passende Fräsbahnen erzeugen konnten. Außerdem kam uns, in der 5‑Achs-Programmierung noch ungeübten Anwendern die übersichtliche, intuitive Bedienoberfläche sehr entgegen.“
So folgte der Teststellung der Kauf von zwei Lizenzen, und der Erfolg ließ nicht lange auf sich warten. Nach nur einem Jahr hatte sich die Investition amortisiert. Es folgten weitere Lizenzen. Auch der Umfang der von OPEN MIND angebotenen Bearbeitungsstrategien nahm und nimmt stetig zu, so dass heute alle Anforderungen abgedeckt werden. „Wir produzieren nahezu jede Neuentwicklung zunächst als Einzelteil oder Kleinserie“, erklärt Fedtke. „Das sind chirurgische Elemente, aber auch Gehäuse, Motoren und andere Komponenten für unsere Power Systems, also unsere elektrisch angetriebenen Werkzeuge.“ Auch für Sonderimplantate (Knie, Hüfte, Wirbelsäule) ist der Prototypenbau zuständig. Diese werden fast immer im 3D‑Druck erzeugt und dann zerspanend nachbearbeitet.
Besondere Stärke: die vielfältigen 5‑Achs-Strategien
Zu den im Prototypenbau meistgenutzten hyperMILL®-Strategien zählt CAM-Fachmann Fedtke beispielsweise das „5‑Achs-Äquidistante-Schlichten“, mit dem sich steile und flache Bereiche in einer Operation bearbeiten lassen. Das Ergebnis sind sanfte und ruckfreie Übergänge zwischen den einzelnen Werkzeugbahnen, wodurch bestmögliche Oberflächen entstehen. „Überhaupt sind die mit hyperMILL® erzeugten Oberflächenstrukturen in den meisten Fällen homogener als mit anderen mir bekannten CAM-Systemen“, betont Frank Fedtke. Daraus resultieren kürzere Nachbearbeitungszeiten, was besonders wichtig bei Implantaten sind, da sie diesbezüglich sehr hohe Anforderungen stellen. Für die Endoberfläche einer Knieprothese zum Beispiel ist eine Güte von Ra = 0,05 µm vorgeschrieben.
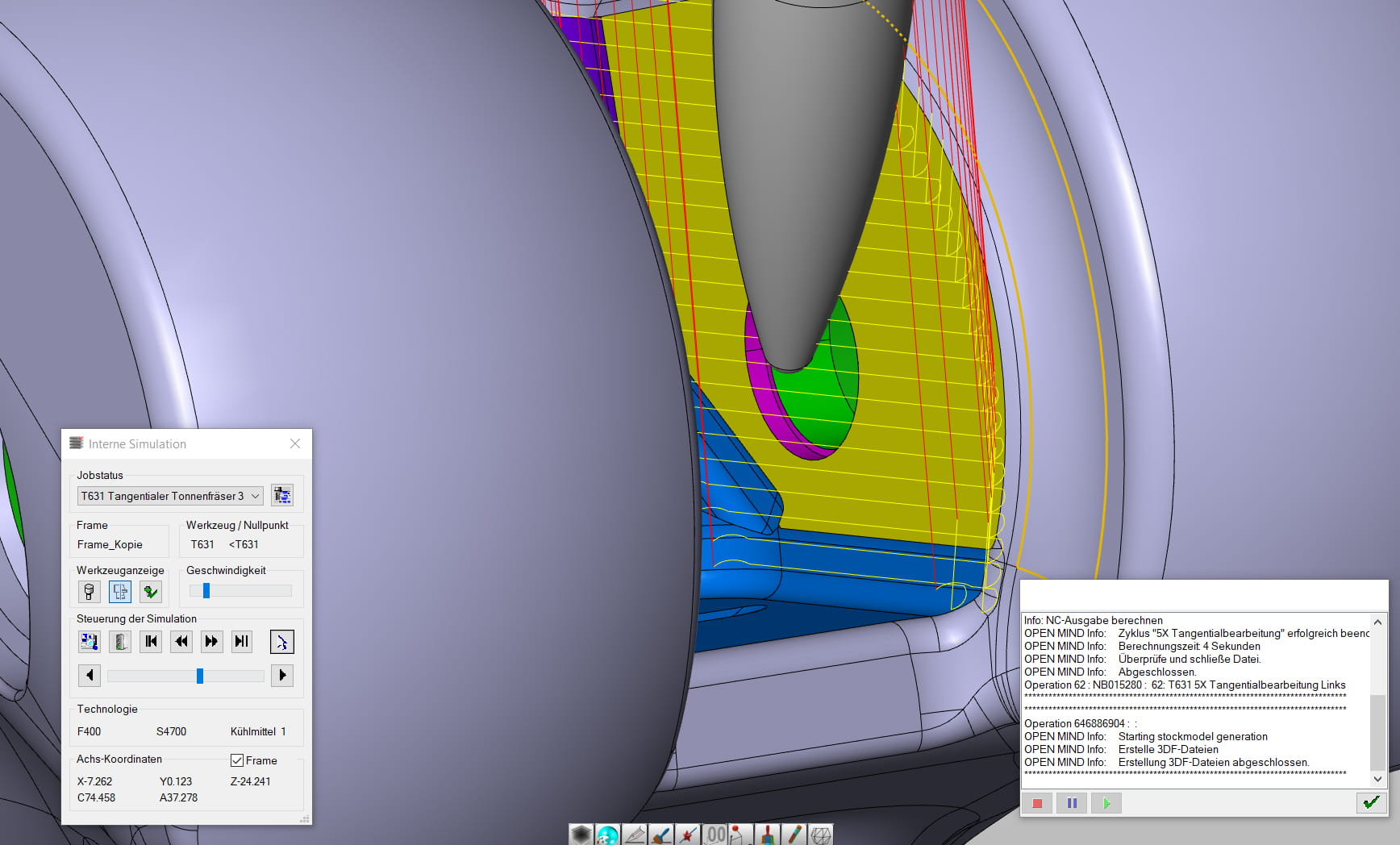
Für die Nachbearbeitung eines 3D-gedruckten Knie-Sonderimplantats aus Kobaltchrom-Implantat oder Titan nutzt der Aesculap-Prototypenbau unter anderem das „Tangentiale Schlichten“ aus dem hyperMILL® MAXX Machining Paket mit einem konischen Tonnenfräser.
Für die Bearbeitung eines Knie-Sonderimplantates nutzen die Protoypenbauer bei Aesculap auch gerne das „Tangentiale Schlichten“ aus dem hyperMILL® MAXX Machining Paket. „Durch den Einsatz eines konischen Tonnenfräser sparen wir uns Zeit und erreichen zudem viel einfacher die geforderte Parallelität der Innenflächen der Oberschenkelkomponente“, erklärt Fedtke.
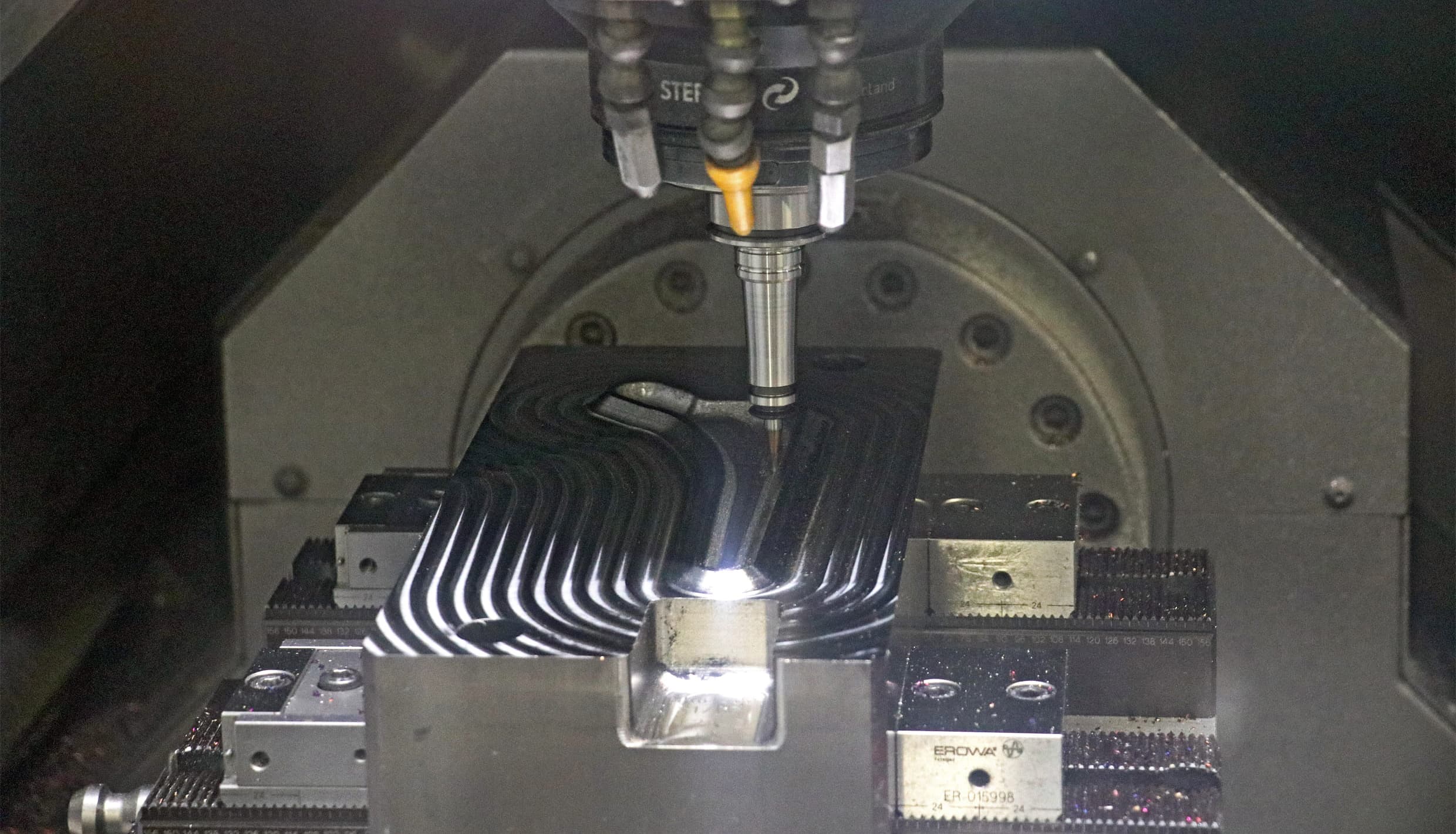
Die mit hyperMILL® erzeugten Fräsbahnen gewährleisten eine hohe Oberflächengüte.
Ideales Einsatzfeld: der Werkzeugbau
Nach den ersten Erfahrungen aus dem Prototypenbau wechselte der Werkzeugbau ebenfalls früh auf zu hyperMILL®. Heute sind auch hier mehrere Lizenzen im Gebrauch, wie Frank Fedtke bestätigt: „Wir können damit bemerkenswerte Einsparungen beim Programmieren, aber auch bei den Berechnungszeiten und letztendlich in der Zerspanung erreichen.“ Ein Beispiel hierfür sind die Tiefziehwerkzeuge für sogenannte Sterilcontainer. Das sind Boxen, in denen sowohl das Implantat als auch alle für die OP benötigten Werkzeuge in sterilem Zustand ausgeliefert werden. Werkzeugbauleiter Hans Keller erklärt: „Diese Container sind sehr gefragte Produkte. Für die Tiefziehwerkzeuge haben wir in 1,5 Jahren rund 37 Tonnen Material verarbeitet.“ CAM-Spezialist Fedtke ergänzt: „Früher stellte uns die Programmierung der fünfachsig-simultanen Fräsbahnen in den tiefen Kavitäten vor erhebliche Probleme, zumal eine hohe Oberflächengüte erforderlich ist. Die Berechnungszeiten lagen bei über zwölf Stunden, und wir mussten bangen, dass die Berechnung ohne Abbruch durchläuft. Dank hyperMILL® dauert es jetzt nur noch 8,5 Stunden, bis am Ende ein prozesssicheres NC-Programm steht.“
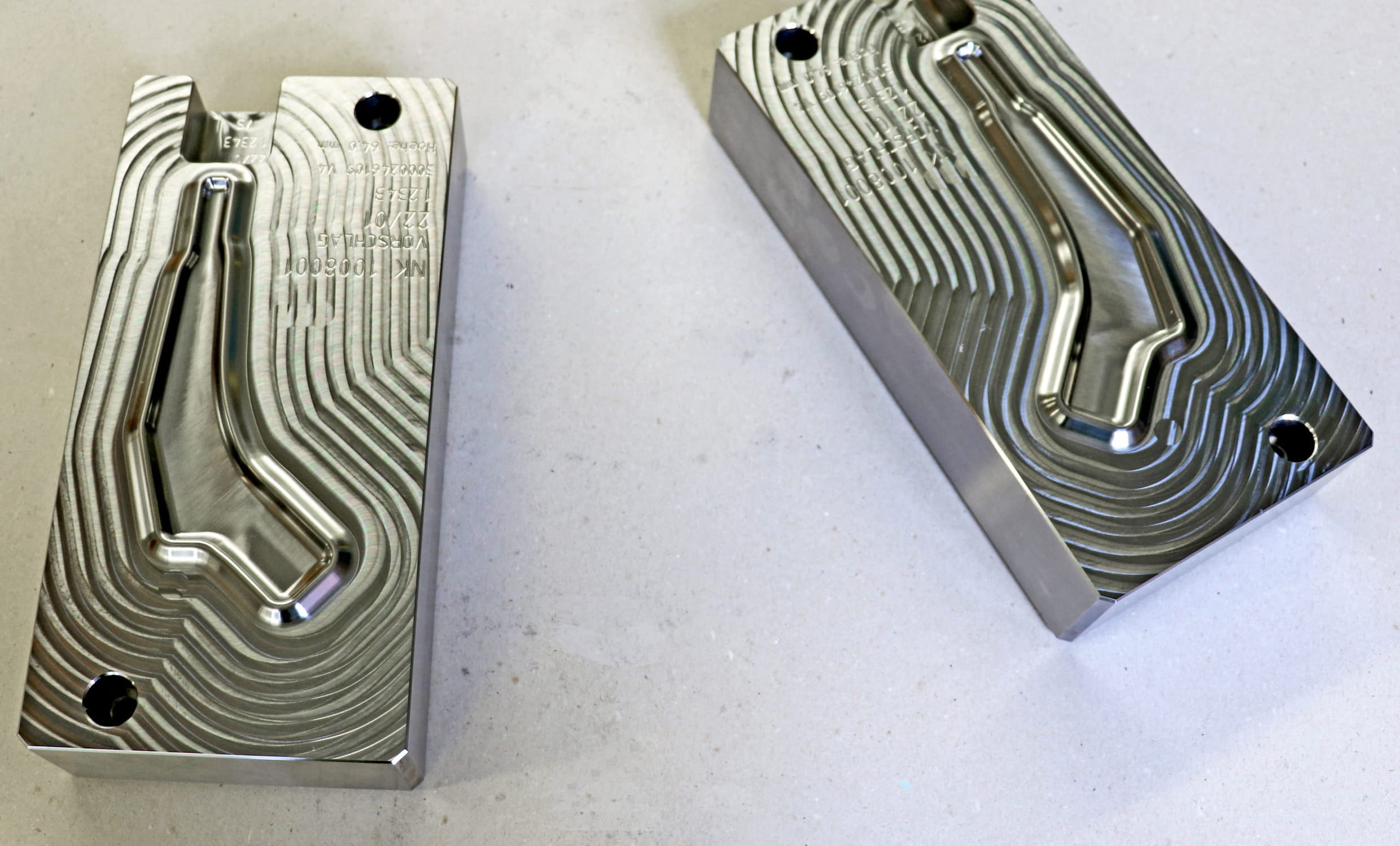
Auch die Zerspanung der Schmiedegesenke ist hochautomatisiert. Die prozesssicheren NC-Programme fürs Hartfräsen entstehen mit Hilfe des hyperMILL® AUTOMATION Center von OPEN MIND.
Automatisierte Produktion von Schmiedegesenken
Die jüngste Lizenz, in die der Aesculap-Werkzeugbau investierte, betrifft das hyperMILL® AUTOMATION Center von OPEN MIND, mit dem sich komplexe Prozessabläufe standardisieren und automatisieren lassen. Es setzt hinsichtlich seiner Funktionen auf der Feature- und Makro-Technologie auf, geht aber in seinen Automatisierungsmöglichkeiten weit darüber hinaus. Doch zunächst zum Anlass für die automatisierte Programmierung: Von Aesculap gibt es ungefähr 200 verschiedene Standard-Hüftprothesen, die sich vorwiegend in ihrer Größe und geometrischen Details unterscheiden. Für deren Herstellung benötigt Aesculap eine Vielzahl Schmiedegesenke: für die rechte und linke Hüfte, jeweils ein Ober- und ein Untergesenk (als Vor- und Fertiggesenk sowie zum Nachpressen).
Diese fertigten die Werkzeugbauer bis vor kurzem auf einem 5-Achs-Bearbeitungszentrum mit einem Zweifach-Wechseltisch. Um mannarme Nacht- und Wochenendschichten zu nutzen, ergänzten sie die Maschine mit einem automatisierten, sechs Paletten umfassenden Be- und Entladesystem. Außerdem wählten sie neue Werkzeuge aus für eine noch effizientere Zerspanung. Die Konsequenz: Es mussten insgesamt 1800 Fräsprogramme neu geschrieben werden. Von Hand wären dafür rund zwei Stunden pro Programm erforderlich geworden, was einen gesamten Programmieraufwand von 3600 Stunden bedeutet.
Auch das Programmieren lässt sich automatisieren
Das muss schneller gehen, dachten sich die Werkzeugbauer und nahmen Kontakt zu den CAM-Spezialisten von OPEN MIND auf. Sie vereinbarten ein gemeinsames Projekt, bei dem sie für die Neuprogrammierung der Schmiedegesenke die Dienstleistung der Automatisierungsexperten bei OPEN MIND in Anspruch nehmen wollten. Diese nutzen das eigenentwickelte hyperMILL® AUTOMATION Center Advanced als Entwicklungswerkzeug für derart anspruchsvolle, automatisierte Prozesse.
Michael Greisinger, Automatisierungs- und Anwendungsspezialist bei OPEN MIND, leitete das Projekt. Er erklärt: „Das hyperMILL® AUTOMATION Center Advanced baut auf unserem CAM-System hyperMILL® und der dazugehörenden CAD-Software hyperCAD®-S auf. Es bietet eine Technologie, die weit über die Automatisierung von Standardgeometriefeatures hinausgeht. Die Ausprägung der CAD-Modelle spielt dabei eine untergeordnete Rolle. Das Hauptaugenmerk liegt auf den Elementen, die ein CAD-Modell enthalten kann. Mit einer Vielzahl an Vorlagefunktionen können erfahrene hyperMILL®-Anwender die einzelnen Prozessschritte festlegen. Damit lassen sich auch komplexe Prozesse definieren und standardisieren.“
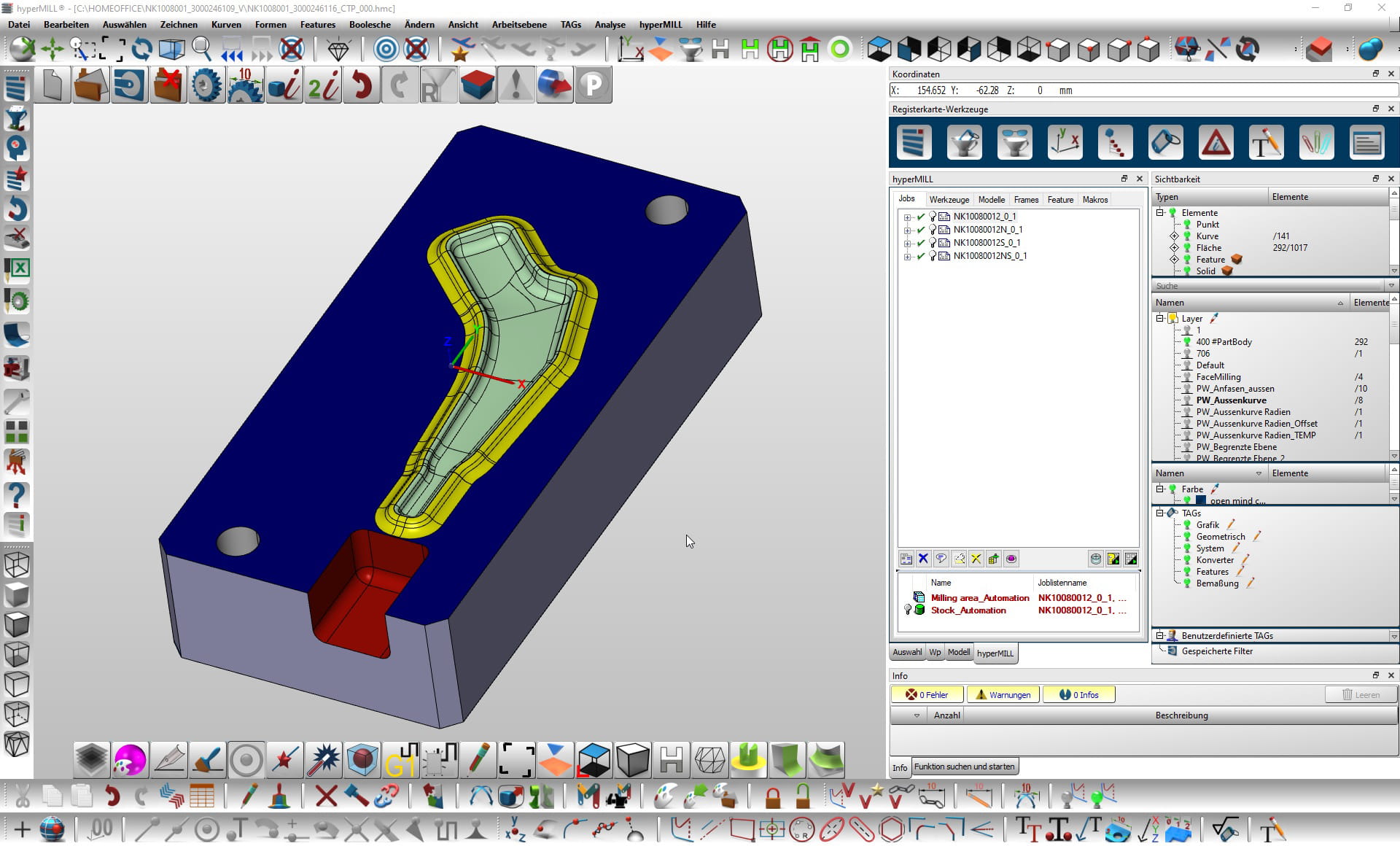
Automatisiert Programmieren: Aesculap nutzt im Werkzeugbau das hyperMILL® AUTOMATION Center. Das erste Projekt betraf die Schmiedegesenke für Hüftgelenke.
Seine Empfehlung: „Die Automatisierung des Programmierprozesses lohnt sich immer dann, wenn Teilefamilien zu zerspanen sind. Es sollten im Grundsatz mehrere ähnliche Bauteile zu programmieren sein, die sich in ihrer Größe, aber auch in der Anzahl und Form der zu bearbeitenden Flächen, Bohrungen, Gewinden etc. unterscheiden.“ Im hyperMILL® AUTOMATION Center Advanced kann der Anwender festlegen, welche Operation er für eine bestimmte Geometrie nutzen will – zum Beispiel äquidistantes Schlichten oder eine andere Strategie; er kann sogar festlegen, wie das Rohteil positioniert und gespannt wird. Michael Greisinger fasst zusammen: „Unsere Automatisierungsumgebung kann auf sämtliche hyperCAD®-S-Befehle und hyperMILL®-Befehle zugreifen und diese benutzerdefiniert anpassen. Im Prinzip ist es so, dass man damit alles, was sich klicken lässt, auch automatisieren kann.“
Programmierzeit von zwei Stunden auf zwölf Minuten reduziert
Von Aesculap-Seite ins Projekt involviert war Anwendungstechniker Thilo Hagen. Das Ergebnis hat ihn restlos überzeugt: „Mit dem hyperMILL® AUTOMATION Center haben wir es geschafft, die Programmierzeit auf zwölf Minuten zu reduzieren.“ „Wer es gewohnt ist, mit hyperCAD®-S und hyperMILL® zu arbeiten, tut sich auch mit dem AUTOMATION Center Advanced nicht schwer“, bestätigt Hagen. „In einem dreitägigen Workshop vor Ort habe ich den Umgang mit dem AUTOMATION Center an eigenen Projekten erlernt und konnte dann die erarbeiteten Skripts sofort produktiv nutzen. Und der Effekt ist super. Der gesamte Arbeitsablauf ist gespeichert und lässt sich auf künftige Bauteile anwenden. Vom Laden der Step-Datei bis hin zum fertigen NC-Programm läuft alles in Sekundenschnelle vollautomatisch ab.“
So war der Kauf der Software im letzten Jahr nur noch Formsache. Seitdem nutzte Thilo Hagen das Automatisierungstool bereits für sieben Projekte unterschiedlichen Umfangs: „Das sind zum Beispiel einfachere Bauteile wie Wasserstrahlaufnahmen oder Fräsbacken zur Nachbearbeitung der Hüftprothesen. Das jüngste Projekt, die Programmierung der Schaftabdeckungen, ist da schon anspruchsvoller. Dafür spart man sich dann letztendlich auch mehr Zeit.“
Galerie

Knieimplantate von groß bis Klein: Mit hyperMILL® sind alle Größen von gedrucken Implatate sicher nachzubearbeiten

Bei Knieimplantaten – ob Standard oder Sonderanfertigungen – sind Spiegelglanzoberflächen Pflicht. Durch die hochwertigen, gefrästen Flächen reduziert sich der Zeitaufwand für nachträgliche Polieren.