Probing: Messen auf der CNC-Maschine für mehr Produktivität
hyperMILL PROBING
hyperMILL PROBING ist die optimale CAM-Lösung zur Programmierung von Mess- und Prüfvorgängen direkt an der Werkzeugmaschine. Dies verkürzt die Durchlaufzeiten und stellt gleichzeitig die Qualität der Bauteile sicher.
Eine gut funktionierende Schnittstelle zwischen CAM-Programmierer und Maschinenbediener ist essenziell für eine prozesssichere Fertigung. Doch hier lauern viele Hürden wie Aufspannfehler, Rohteil-Ungenauigkeiten oder Bedienfehler an der Maschine. Händische Eingriffe und damit verbundene Maschinenstillstandzeiten sind oft versteckte Zeitfresser und erhöhen die Durchlaufzeiten. Dank prozessinternen Messungen mit hyperMILL PROBING können diese Hürden effizient und automatisiert gemeistert werden.
Videos zum Thema Messen
Auf einer Heidenhain-Steuerung

Nutzen/Vorteile von Messstrategien
- Prozessintegrierte Messungen für mehr Effizienz
- Geringere Durchlaufzeiten
- Beschleunigter Qualitätssicherungsprozess
- Weniger Ausschuss
- Erhöhte Sicherheit
Vor dem Fräsen – Werkstück einrichten
OPEN MIND hat seine Messlösung für die gesamte NC-Bearbeitung ausgelegt. Das beginnt mit dem Einrichten des Werkstücks, wenn Messtastersysteme den Nullpunkt aufnehmen oder für die optimale Ausrichtung des Werkstücks sorgen.
Rohteile prüfen
Auf Grund von Abweichungen des Sägezuschnitts oder Guss- und Schweißungenauigkeiten ist es oftmals nötig, die Rohteilabmaße vor der Bearbeitung zu überprüfen.
Aufspannung prüfen
Um die Aufspannung zu verifizieren, kann die Spannbackenposition mittels Antasten überprüft werden.

Werkstück einrichten
Nullpunktdefinition (Rotation): Rohteile können einfach angetastet werden, um sie exakt zur Maschinenachse auszurichten. Das sichert eine optimale Aufspannung und reduziert die Zahl der Ausschussteile.
Nullpunktdefinition (Position): Der Bauteilnullpunkt lässt sich sicher und schnell definieren, und auch angestellt kann mit einer 5-Achs-Maschine ein Nullpunkt gesetzt werden.

Während des Fräsens – Messen und Anpassen
Das Werkstück ist optimal aufgespannt, und die Rohteilabmessungen wurden verifiziert. Besonders während der NC-Bearbeitung erlaubt ein prozessinternes Messen, Fertigungsfehler frühzeitig zu erkennen und darauf zu reagieren, beispielsweise bei Abweichungen der Maßhaltigkeit nach dem Schruppen oder Vorschlichten.
Aktive Prozesssteuerung
Eine ungenaue Vermessung des Werkzeugs oder Werkzeugverschleiß sorgen häufig für Fehler und Abweichungen. Dank der aktiven Prozesssteuerung mit hyperMILL PROBING können diese Fehler vermieden werden. Hier wird einfach nach dem Schruppen oder Vorschlichten eine Messung durchgeführt und das Messergebnis an die Steuerung übergeben. Treten Abweichungen auf, werden diese bei der weiteren Bearbeitung automatisch ausgeglichen. Der Programmlauf kann bei Verletzung der Toleranz auch gestoppt werden.

Nach dem Fräsen – Qualitätskontrolle
Bevor das Bauteil von der Maschine genommen wird, erfolgt die Bauteilkontrolle in der Originalaufspannung. Das fertig bearbeitete Werkstück wird in einem Soll-Ist-Vergleich mit der CAD-Geometrie verglichen. Dank Messtastern können viele Merkmale bereits prozesssicher auf der Werkzeugmaschine gemessen werden, was einen zusätzlichen Arbeitsschritt auf der Messmaschine einsparen kann. Daraus ergeben sich geringere Durchlaufzeiten bei gleichbleibend gesicherter Qualität.
Bauteil messen
Die Qualitätssicherung direkt auf der Werkzeugmaschine bietet eine Vielzahl an Vorteilen. Die Messergebnisse werden automatisch in der Steuerung bereitgestellt. Das erhöht die Effizienz im Prozess deutlich und reduziert somit die Durchlaufzeiten. Die Messprotokolle können anschließend ausgegeben werden.

3D-Punkt-Messen
Eine Besonderheit ist das 3D-Punkt-Messen, womit auch Freiformflächen angetastet werden können. Auf 5-Achs-Maschinen kann die Messung angestellt erfolgen.

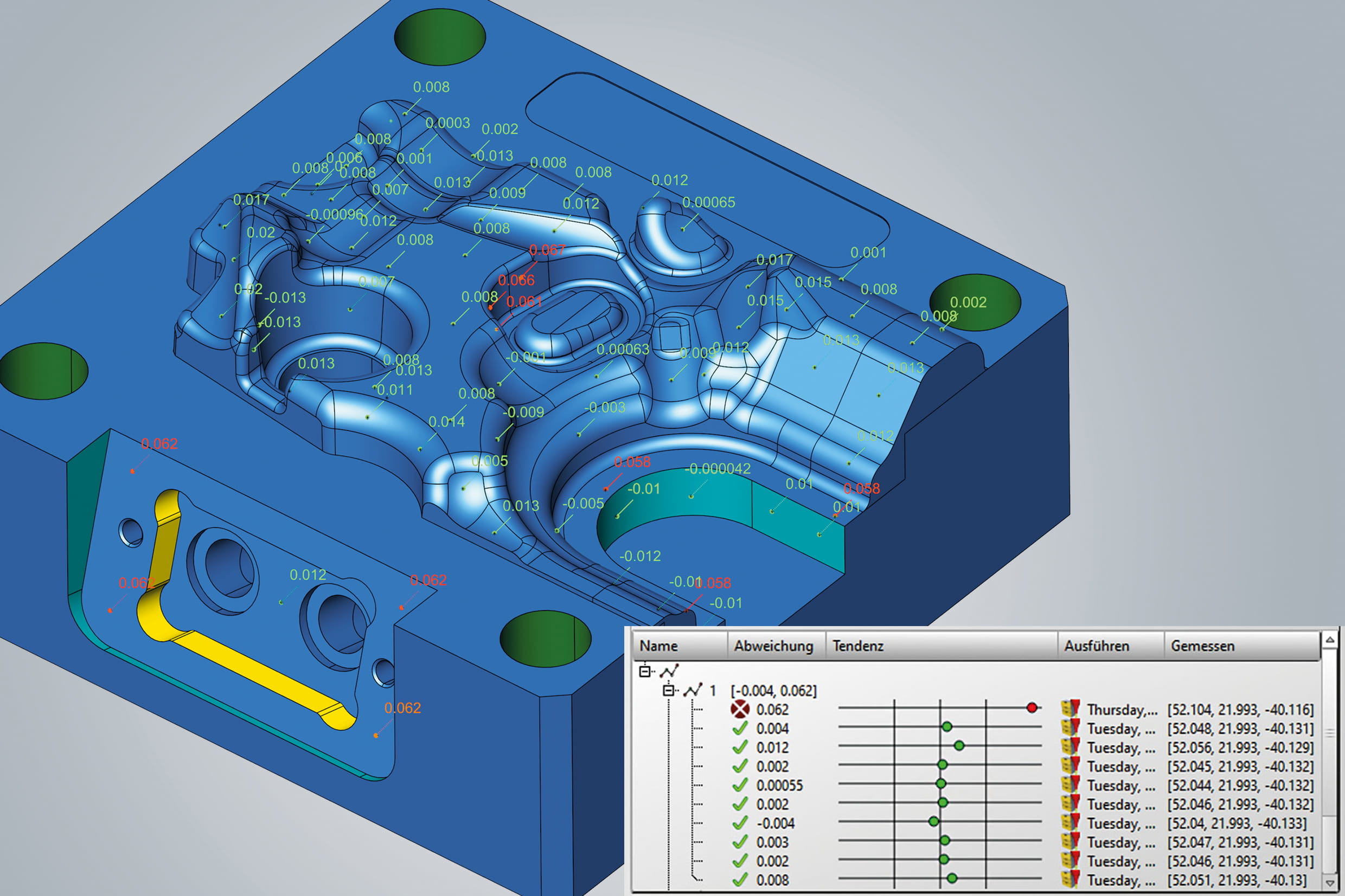
Messpunkte zurücklesen
Um die Bauteilqualität zu sichern und zu protokollieren, können nun Messpunkte in hyperMILL zurückgelesen werden. Welche Messpunkte innerhalb oder außerhalb der Toleranz liegen, ist auf einen Blick am 3D-Modell sowie im Panel „Messen“ ersichtlich. Sie können somit Ungenauigkeiten, Werkzeugverschleiß oder Abweichungen/den Trend nach dem Fräsen analysieren und zeitgleich CAD- und CAM-seitig kompensieren. Das spart Zeit, gibt Sicherheit und erhöht die Qualität. Diese neue Funktion ist auch direkt an der Werkzeugmaschine mit dem hyperMILL SHOP Viewer nutzbar. Außerdem kann das Zurücklesen der Punkte in Verbindung mit hyperMILL BEST FIT verwendet werden, um die Ergebnisse der neuen Ausrichtung zu visualisieren.
Vorteil: Verbesserte Qualität und Prozesskontrolle.
hyperMILL VIRTUAL Machining-Postprozessor erforderlich. Verfügbare Steuerungen auf Anfrage.
Sie möchten mehr zum Thema Messen erfahren?
Sie wollen wissen, welche Steuerungen die Postprozessor-Technologie von OPEN MIND unterstützt?
Dann kontaktieren Sie den OPEN MIND Vertrieb.
Merkmale hyperMILL PROBING
- Alle Messstrategien sind vollständig in den NC-Code integriert, und dieser wird in die Sprache der Tastersteuerung übersetzt
- Bei allen Strategien ist der Messtaster so einfach wie ein Werkzeug zu programmieren
- Unterstützung von 3-Achs- und 5-Achs-Maschinen für angestellte Messungen
- Alle Bewegungen des Messtasters werden auf Kollision geprüft
- Informative Prozesskontrolle: Für die einzelnen Bauteilgeometrien lassen sich Messdaten einfach erzeugen und aus der Steuerung abrufen
Messstrategien*
- Werkstück einrichten über zwei Bohrungen
- Werkstück einrichten über Kante
- Rechteck-Element-Messen
- Kreiselement-Messen
- Nut-/Stegmessen
- Achsabhängiges Messeng
- 3D-Punkt-Messen
*Lieferumfang hängt vom Steuerungstyp ab.